

{{ name }}
Art.-nr. {{ combinedCodeWithHighlight }}
Sagsnummer:
EAN/GTIN:
Producentnummer:
| Gevindstørrelse | Rc1/8-28 | |
| Belægning | ubelagt | |
| Gevindtype | Rc | |
| Flankevinkel | 55 grader | |
| Skæremateriale | HSS E | |
| Norm | DIN 2181 | |
| Gevindstandard | DIN EN 10226-2 | |
| Skærfasform | C | |
| Konusforhold | 1:16 | |
| Skaft | Cylinderskaft med h9 | |
| Indvendig køling | nej | |
| Anvendelse ved boringstype | Bundhul; gennemgangshul | |
| Skæreretning | højre | |
| Gevindstigning | 0,907 mm | |
| Gevindgange pr. tomme | 28 | |
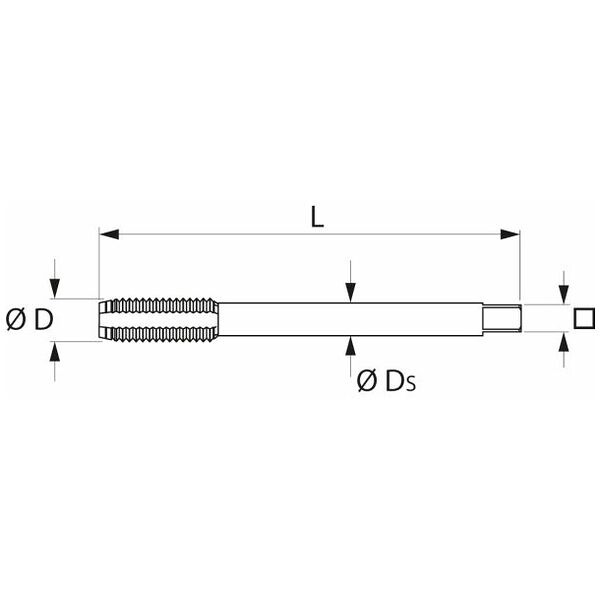
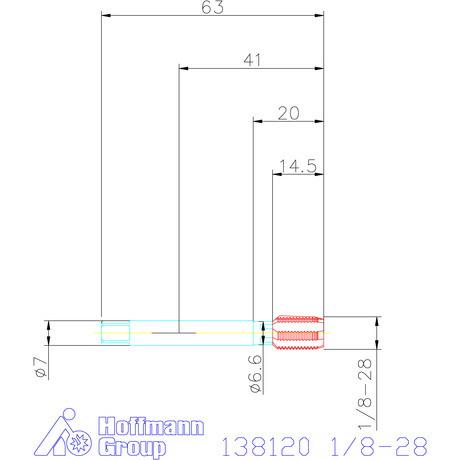
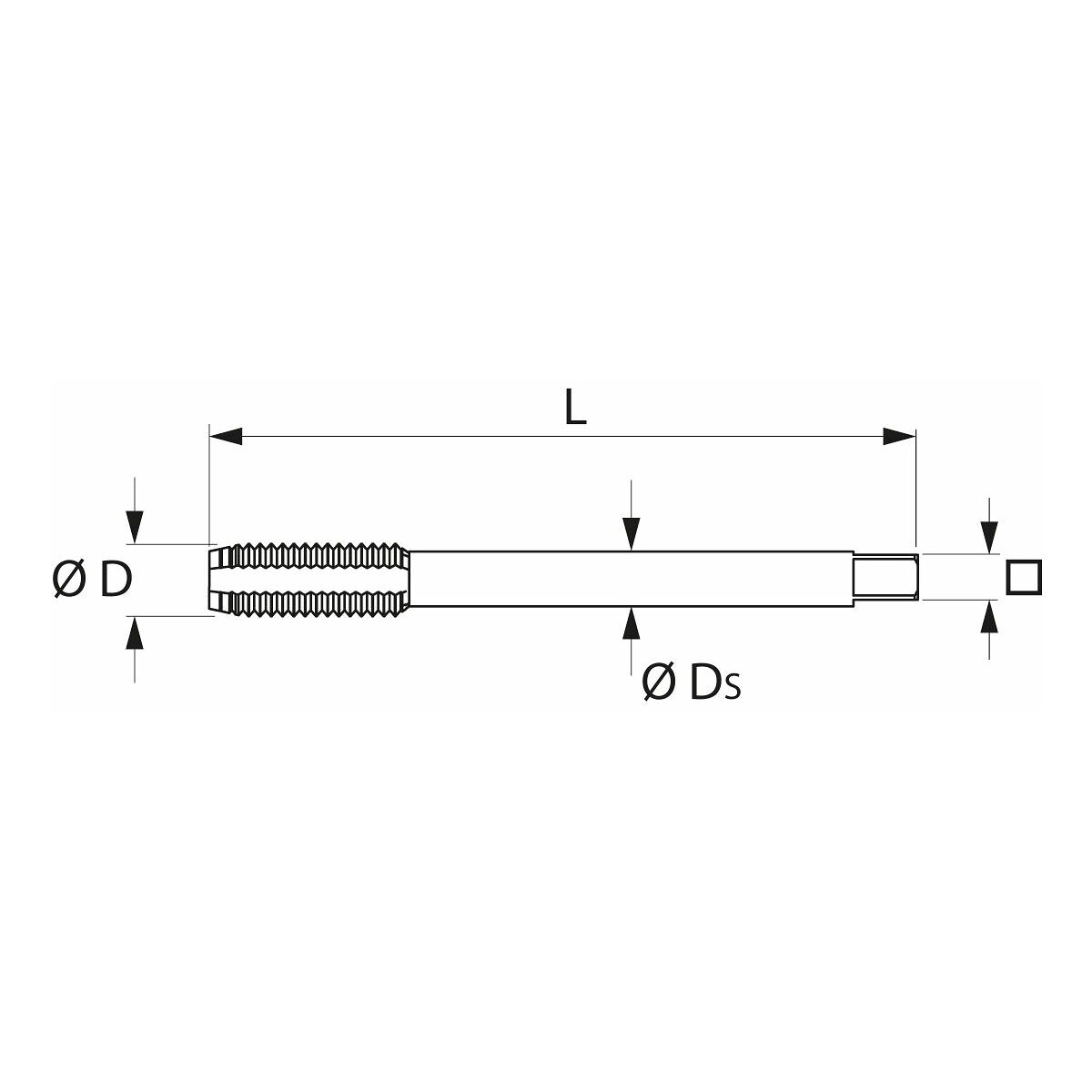
| Samlet længde L | 63 mm | |
| Skaft-⌀ Ds | 7 mm | |
| Skaftfirkant □ | 5,5 mm | |
| Kernehuls-⌀ A | 8,15 mm | |
| Kernehuls-⌀ B | 8,1 mm | |
| Kontrolmåls-⌀ Dmaks JS11 | 8,57 mm | |
| Min. dybde, kernehul | 11,1 mm | |
| Gevind-⌀ | 9,72 mm | |
| Type af gevindværktøj | Maskinsnittapper til konventionel bearbejdning | |
| Antal spånnoter | 5 | |
| Farvering | uden | |
| Antal skær Z | 5 | |
| Gevinddybde | 41 mm | |
| Produkttype | Snittapper |
| Artikelnummer | 138120 1/8-28 | |
| EAN/GTIN | 4045197585585 | |
| Producentnummer | 138120 1/8-28 |








