Beschreibung:
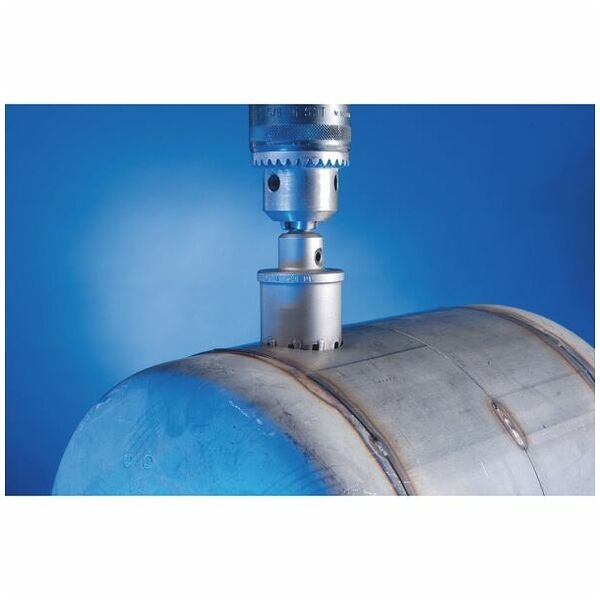
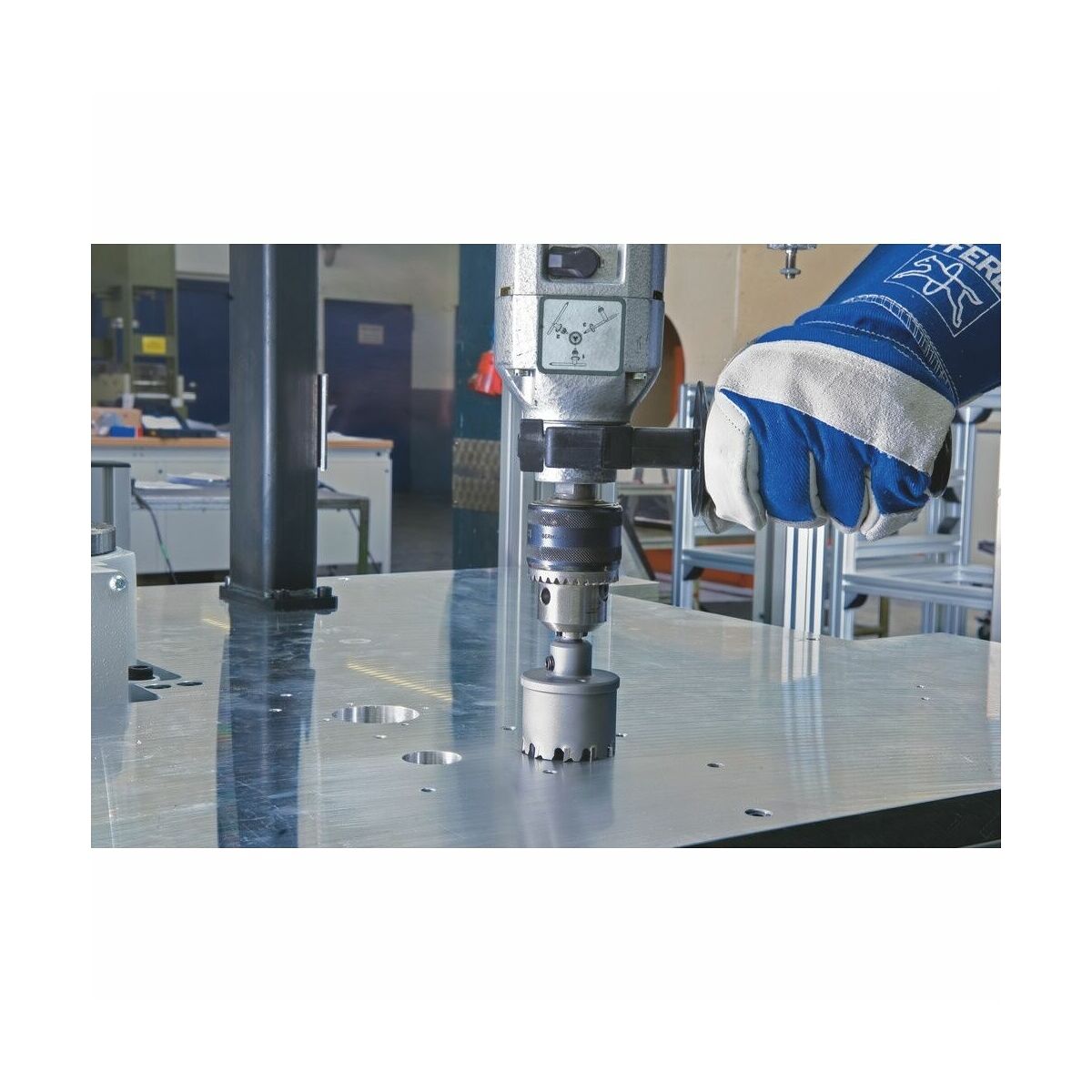
Hartmetall-Lochschneider sind professionelle Werkzeuge zum schnellen, exakten Schneiden von Löchern (Durchbrüchen) mit einem Durchmesser von 16 bis 105 mm. Sie sind für die Bearbeitung von legierten und unlegierten Stählen, Edelstahl (INOX), NE-Metallen und Kunststoffen (auch GFK) geeignet. Hartmetall-Lochschneider werden auf Handbohrmaschinen oder stationären Maschinen eingesetzt. Die Zahnteilungen (Abstand von Zahn zu Zahn) von PFERD-Lochschneidern sind ungleichmäßig, wodurch Rattern vermieden wird. Die tiefe Ausführung (Werkzeughöhe 35 mm) ist für den Einsatz auf gewölbten Flächen und Rohrmaterialien geeignet. Die maximale Schnitttiefe beträgt 32 mm.
Merkmal:
- RPM von, rost- und säurebeständige Stähle: 240 RPM
- RPM von, weiche NE-Metalle: 520 RPM
- RPM von, Stähle bis 1.200 N/mm²: 470 RPM
- RPM von, thermoplastische Kunststoffe, faserverstärkte Kunststoffe (GFK/CFK) Faseranteil kleiner 40 %: 520 RPM
- RPM bis, rost- und säurebeständige Stähle: 590 RPM
- RPM bis, weiche NE-Metalle: 780 RPM
- RPM bis, Stähle bis 1.200 N/mm²: 710 RPM
- RPM bis, thermopl. Kunststoffe, faserv. (GFK/CFK) Faseranteil kleiner 40%: 780 RPM
- ø Außen metrisch: 27 mm
- Ø Schaft metrisch: 10 mm
Vorteil:
- Hohe Rundlaufgenauigkeit, da Schneidkopf und Schaft aus einem Stück gefertigt sind.
- Optimale Schneidleistung durch geschliffene Schneiden aus hochwertigem Hartmetall.
- Auswechselbarer HSS-Zentrierbohrer.
Verwendung:
- Anwendungsempfehlungen: Die angegebenen Drehzahlrichtwerte gelten für Maschinen, die die Drehzahl bei Belastung annähernd konstant halten. Für leistungsschwache Maschinen mit starkem Drehzahlabfall können die Werte um ca. 30 % erhöht werden. Die Drehzahlrichtwerte können um bis zu 100 % erhöht werden, wenn die Zähne, z. B. bei Rohren oder gewölbten Materialien, nicht kontinuierlich im Eingriff sind. Dadurch werden im Handeinsatz Rattern und Ausbrechen der Zähne vermieden. Hartmetall-Lochschneider sind zur Bearbeitung von Edelstahl (INOX) geeignet. Entfernen Sie die bei der Bearbeitung entstehenden Partikel vom Werkstück, um Korrosion zu vermeiden. Reinigen Sie das Werkstück chemisch oder mechanisch (Ätzen/Polieren usw.). Hartmetall-Lochschneider von PFERD sind nachschleifbar. Rechtzeitiges und sachgemäßes Nachschleifen erhöht die Standzeit des Werkzeuges erheblich. Wenden Sie sich bitte an Ihren örtlichen Nachschleifdienst.
- Bearbeitungsaufgaben: Erzeugen von Durchbrüchen; Bohren
- Antriebsarten: Ständerbohrmaschine; Bohrmaschine; Roboter; Stationäre Maschinen
Werkstoff:
- Bearbeitbare Werkstoffe:
- Aluminium
- Temperguss
- Schwarzer Temperguss (GTS, GJMB)
- Messing
- Bronze
- Einsatzstähle
- Gusseisen
- Stahlguss
- Spanplatte
- Kupfer
- Duroplaste
- Elastomere
- Faserverstärkte Duroplaste (GFK, CFK)
- Faserverstärkte Duroplaste (GFK, CFK) Faseranteil ≤ 40 %
- Faserverstärkte Duroplaste (GFK, CFK) Faseranteil > 40 %
- Grau-/Sphäroguss (GG/GJL, GGG/GJS)
- Aluminiumlegierungen hart
- NE-Metall hart
- hartes Holz
- Gehärtete, vergütete Stähle über 1.200 N/mm² (< 38 HRC)
- Weitere NE-Metalle
- Sonstiges
- Kunststoffe
- Aluminiumlegierungen weich
- NE-Metall weich
- weiche Titanlegierungen (Zugfestigkeit 500 N/mm²)
- weiches Holz
- Edelstahl (INOX)
- Stahl
- Stahl, Stahlguss
- Stahlwerkstoffe mit einer Härte > 54 HRC
- Stähle bis 1.200 N/mm² (< 38 HRC)
- Stähle über 700 N/mm² (> 220 HB)
- Stähle bis 700 N/mm² (< 220 HB)
- Thermoplaste
- Titan
- Titanlegierungen
- Werkzeugstähle
- Aluminiumlegierungen zäh
- Weisser Temperguss (GTW, GJMW)
- Holz
- Zink
Lieferumfang:
- Hartmetall-Lochschneider werden inklusive Zentrierbohrer ausgeliefert.