Popis:
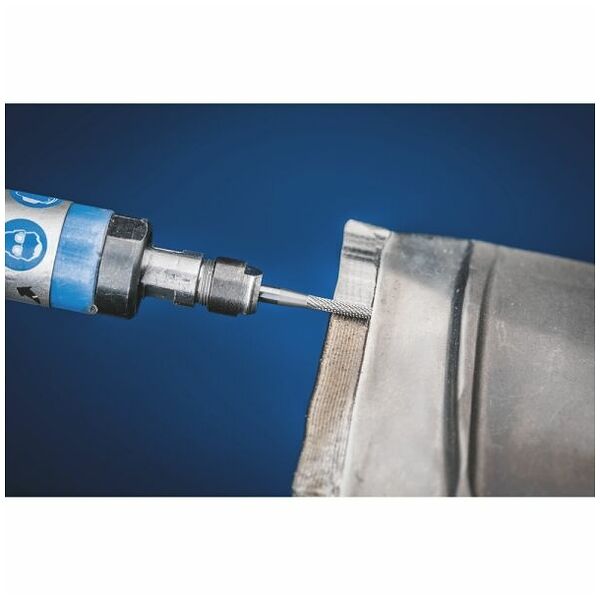
Frézovací kolíky z karbidu wolframu s MIKROZUBY jsou speciálně navrženy pro jemné obrábění a používají se mimo jiné v oblastech, kde se používají brusné kolíky. Nabízejí vyšší řezný výkon a produkují vysokou kvalitu povrchu, zejména ve srovnání s běžnými frézovanými povrchy. Současně pracují s nízkými vibracemi a nízkým šumem. Zachovávají si svou geometrii po celou dobu životnosti nástroje. Jsou ideální pro obrábění při ručním a strojovém použití. Téměř všechny materiály do tvrdosti 68 HRC lze zpracovat. Válcový technická fréza podle DIN 8032.
Charakteristika:
- OT./MIN, šedá litina, bílá litina: 95000 RPM
- OT./MIN kalených tvrzených ocelí nad 1 200 N/mm²: 72000 RPM
- OT./MIN, Hard neželezné kovy: 72000 RPM
- OT./MIN vysokoteplotně odolných materiálů: 72000 RPM
- OT./MIN korozivzdorných a kyselinovzdorných ocelí: 72000 RPM
- OT./MIN, oceli do 1 200 N/mm²: 95000 RPM
- OT./MIN BIS, šedá litina, bílá litina: 119000 RPM
- OT./MIN BIS, kalené temperované oceli nad 1 200 N/mm²: 95000 RPM
- OT./MIN BIS, tvrdý neželezné kovy: 96000 RPM
- OT./MIN BIS, vysoce tepelně odolné materiály: 95000 RPM
- RPM BIS, korozivzdorné a kyselinovzdorné oceli: 95000 RPM
- OT./MIN BIS, oceli do 1 200 N/mm²: 120000 RPM
- Ozubení: MICRO
- Ø vnější metrika: 2 mm
- Ø Metrická hřídel: 3 mm
- Délka, zoubkované: 10 mm
- Délka, celkem: 40 mm
Výhoda:
- Vysoká kvalita povrchu.
- Ve srovnání s brusnými kolíky se žádná geometrie nemění v důsledku opotřebení.
- Obrábění téměř všech materiálů do 68 HRC.
- Díky přesné soustřednosti je práce bez nárazů možná bez znamének. Tím se výrazně snižuje opotřebení nástroje a pohonu nástroje.
Použití:
- Doporučení k použití: Vhodné zejména pro jemné obrábění, pro velmi jemné omítání, opravy při výrobě nástrojů a forem nebo pro ostření řezných nástrojů. Pokud je to možné, používejte nástroje pokud možno na výkonných pohonech
s pružně uloženým vřetenem, aby se zabránilo vibracím. Dodržujte doporučení týkající se rychlosti. Pro hospodárné použití technických fréz pracujte
v horním rozsahu otáček/řezných rychlostí. Na pohony s výkonem 75 až 300 wattů používejte frézovací čepy o průměru hřídele 3 mm. - Zpracování úloh: Vytváření průlomů; odstraňování otřepů; nivelace; frézování; frézování; Povrchové obrábění; obrábění svarů
- Typy jednotek: Pohon ohýbací hřídele; obráběcí stroj; robot; stacionární stroje; přímé brusky
Materiál:
- Obrobitelné materiály:
- Tvárné litiny
- Černá tvárné litina (GTS, GJMB)
- bronz
- Pouzdro z oceli
- Litina
- Ocelová litina
- Slitiny na bázi kobaltu
- Šedá/nodulární litina (GG/GJL, GGG/GJS)
- Tvrdý neželezný kov
- Kalené, temperované oceli nad 1 200 N/mm² (< 38 HRC)
- Slitiny na bázi niklu (např. Inconell a Hasteloy)
- Ušlechtilá ocel (INOX)
- Ocel
- Ocel, litá ocel
- Oceli do 1 200 N/mm² (< 38 HRC)
- Oceli nad 700 N/mm² (> 220 HB)
- Oceli do 700 N/mm² (< 220 HB)
- Titan
- Titanové slitiny
- nástrojové oceli
- Bílá tvárné litina (GTW, GJMW)