{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
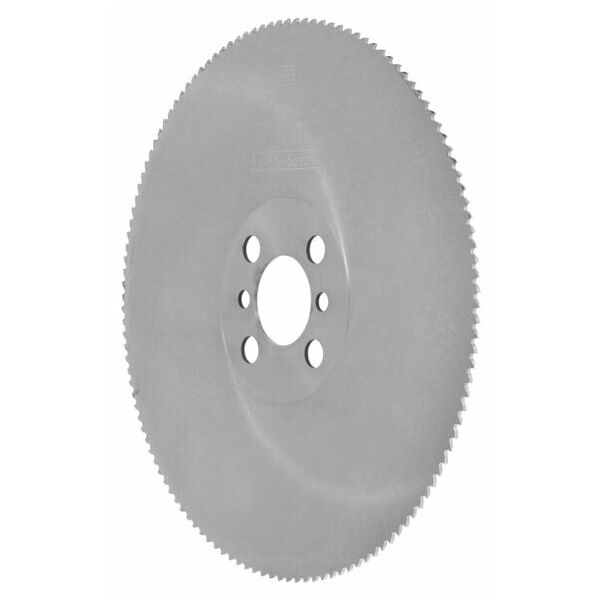
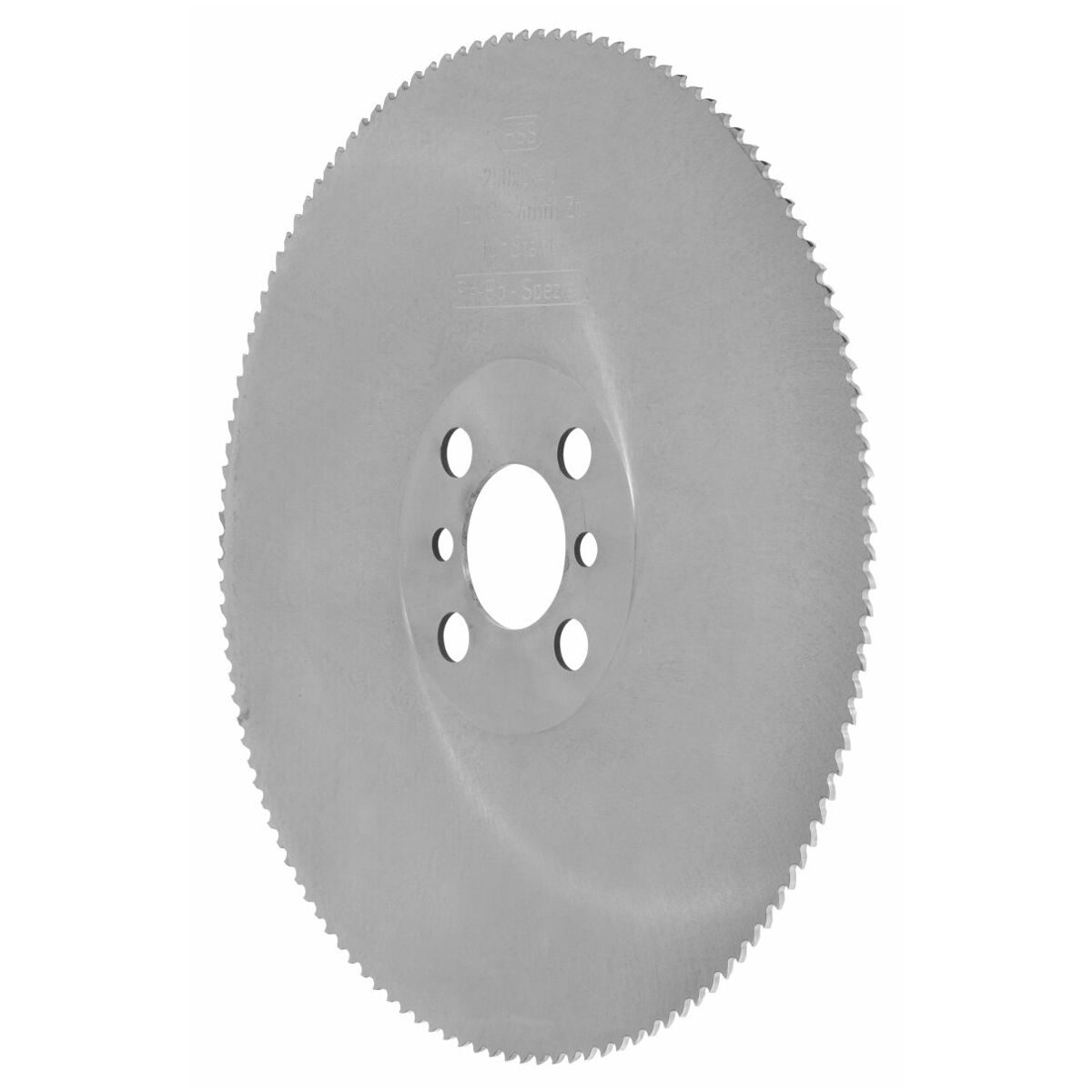
| ⌀ | 225 mm | |
| Epaisseur | 2 mm | |
| Type d'outils | HSS | |
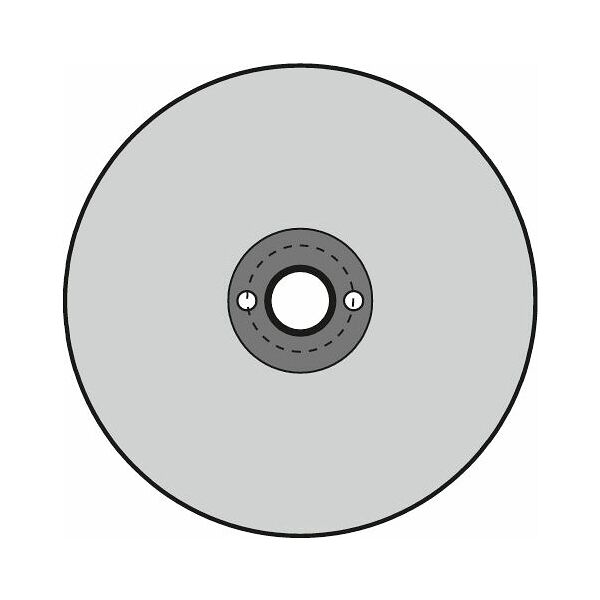
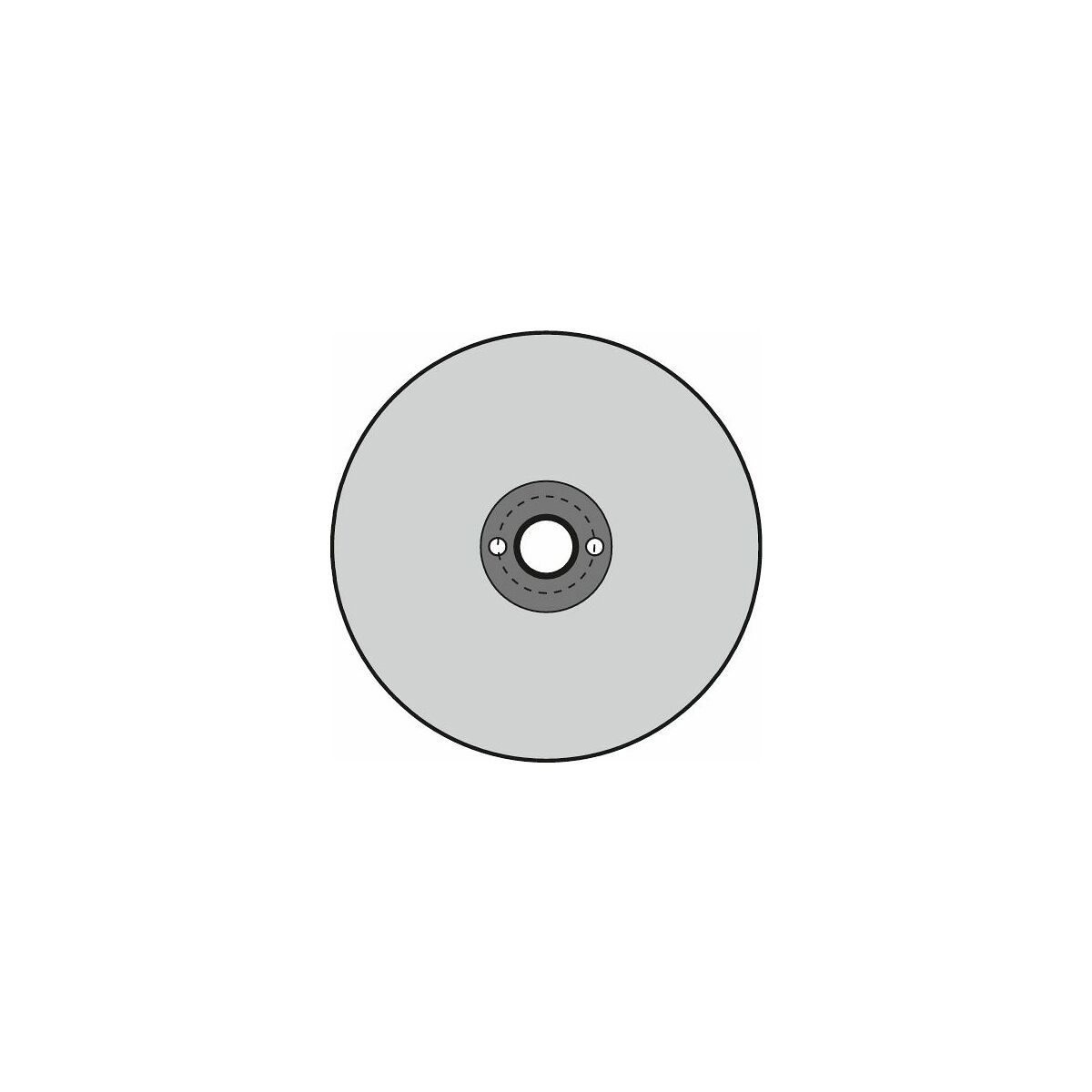
| ⌀ alésage | 40 mm | |
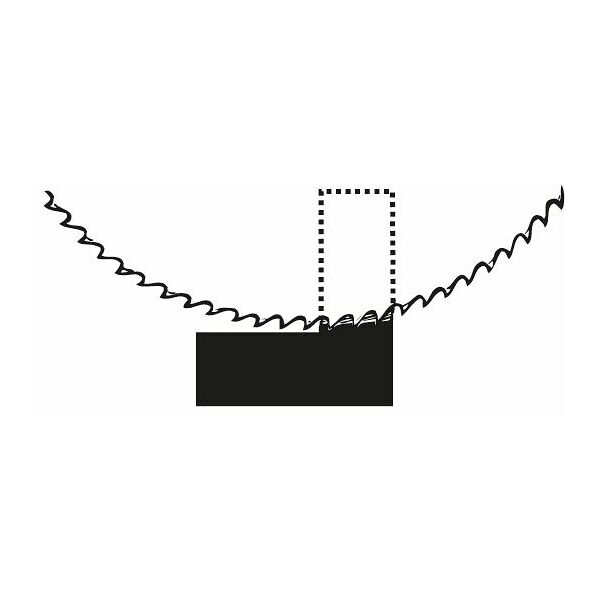
| Nombre de dents Z | 120 | |
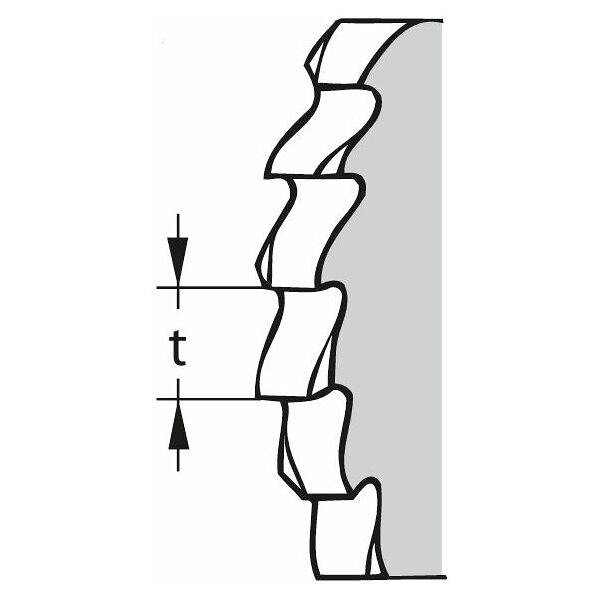
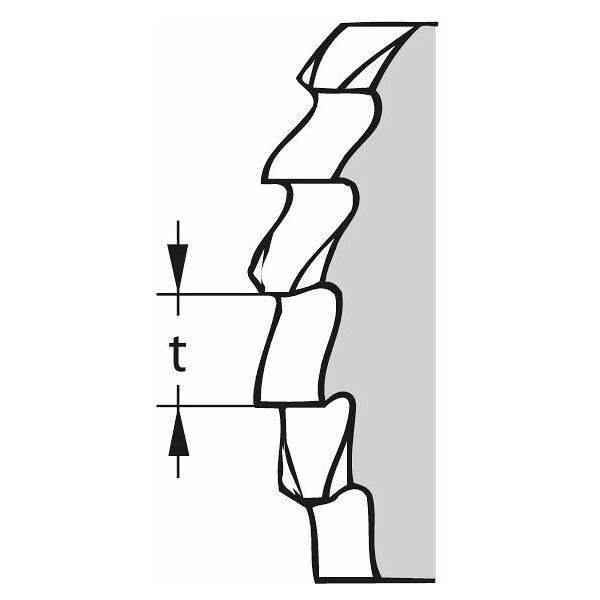
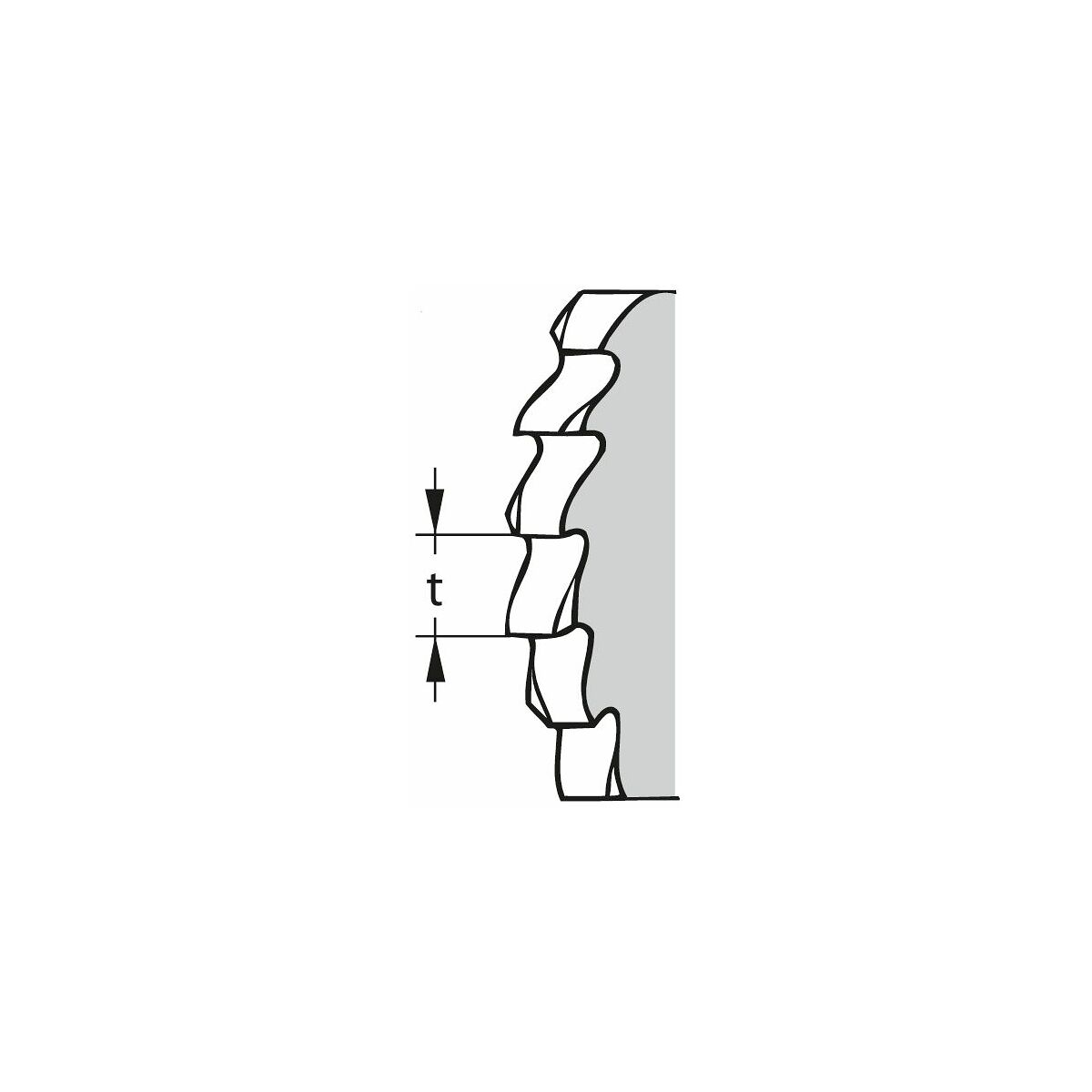
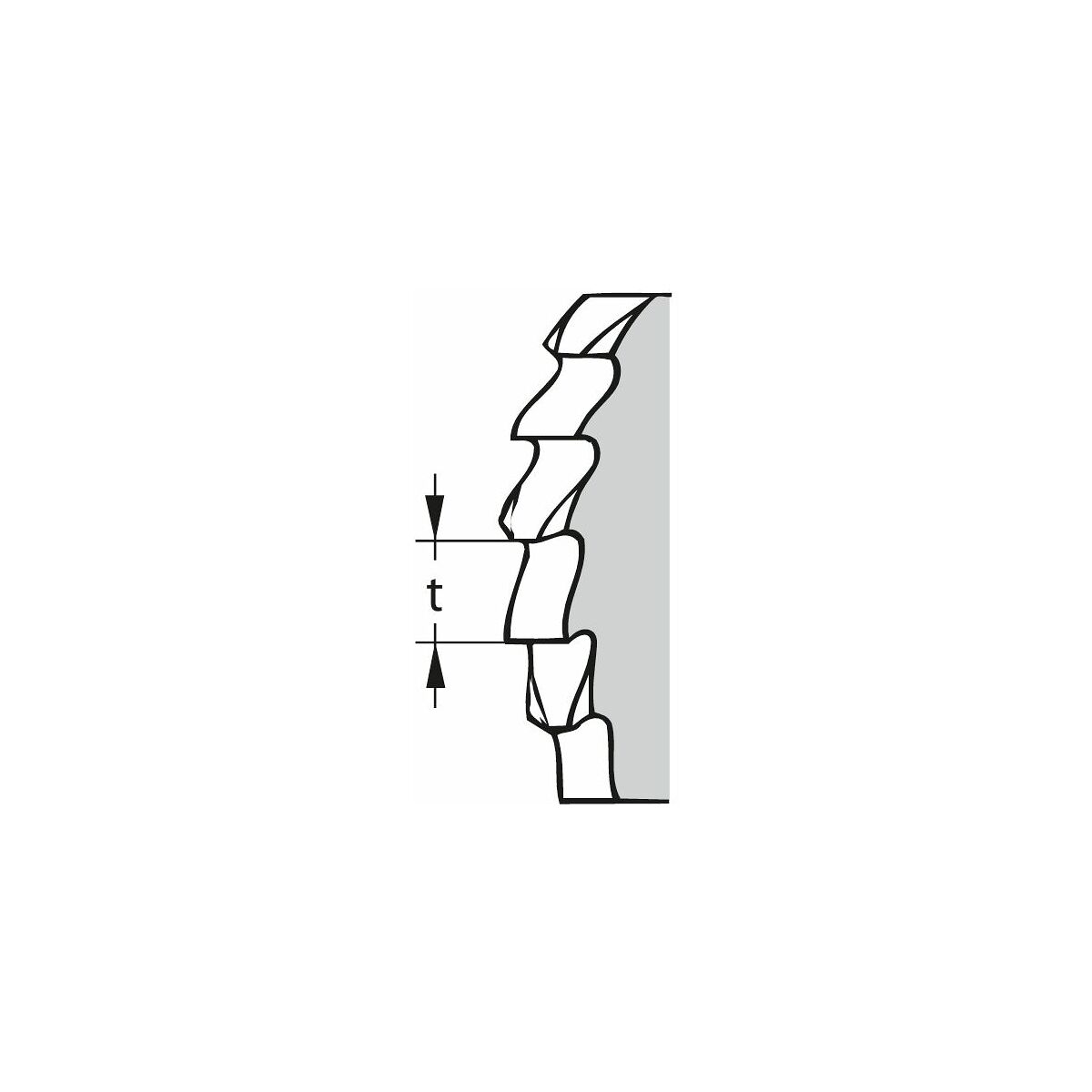
| Pas t | 6 mm | |
| Nombre d'alésages d'entraînement | 2 | |
| ⌀ alésage d'entraînement | 8 mm | |
| Alésage d'entraînement du cercle primitif | 55 mm | |
| Convient pour machine | Eisele | |
| Arrosage interne | non | |
| Type de produit | Lames de scies circulaires |
| Référence article | 177200 225X2 | |
| EAN / GTIN | 4045197905352 |














