Omschrijving:
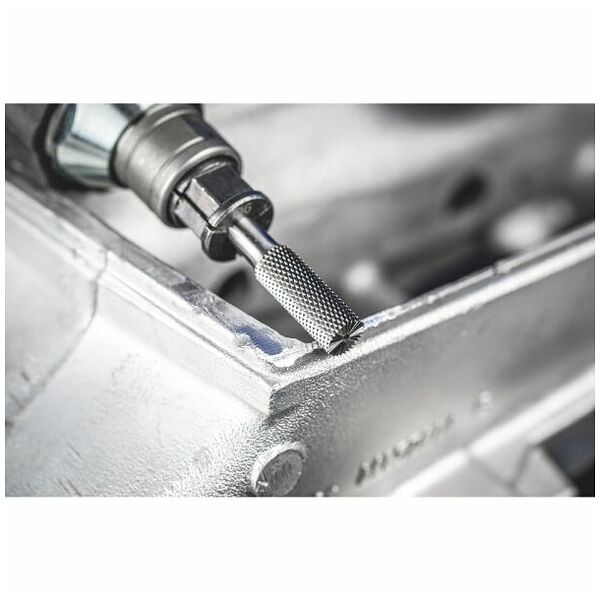
Hardmetalen stiftfrezen met de vertanding MICRO zijn speciaal ontworpen voor de fijne verspaning en worden gebruikt in bereiken, waarin onder andere stiftstenen worden gebruikt. Zij bieden een hoger verspanend vermogen en verkrijgen een hoge oppervlaktekwaliteit, speciaal in vergelijking met de traditioneel gefreesde oppervlakken. Gelijktijdig werken ze trillingsarm en geven weinig lawaai. Zij behouden hun geometrie over de totale standtijd. Zij zijn het beste geschikt voor bewerkingsopgaven in handmatig en machinaal gebruik. Bijna alle materialen tot een hardheid van 68 HRC kunnen bewerkt worden. Cilindrische stiftfrees volgens DIN 8032 met omtrek- en kopvertanding.
Kenmerk:
- RPM van, grijs gietijzer, wit gietijzer: 24000 RPM
- RPM van, geharde veredelde stalen boven 1.200 N/mm²: 18000 RPM
- RPM van, harde non-ferrometalen: 18000 RPM
- RPM van, hittebestendige materialen: 14000 RPM
- RPM van, roestvaste en zuurbestendige stalen: 18000 RPM
- RPM van, stalen tot 1.200 N/mm²: 24000 RPM
- RPM tot, grijs gietijzer, wit gietijzer: 30000 RPM
- RPM tot, geharde veredelde stalen boven 1.200 N/mm²: 24000 RPM
- RPM tot, harde non-ferrometalen: 24000 RPM
- RPM tot, hittebestendige materialen: 24000 RPM
- RPM tot, roestvaste en zuurbestendige stalen: 24000 RPM
- RPM tot, stalen tot 1.200 N/mm²: 30000 RPM
- Vertanding: MICRO
- ø buiten metrisch: 8 mm
- Ø schacht metrisch: 6 mm
- Lengte, vertand: 20 mm
- Lengte, totaal: 60 mm
Voordeel:
- Lange levensduur en agressief borsteleffect door zeer hoge bezettingsdichtheid.
- Extreem soepel lopen door een gelijkmatige verdeling van het vulmateriaal.
- De steunring voorkomt dat de draden zijwaarts kunnen ontsnappen.
- Spreiding en flexibiliteit van de borstelbekleding kunnen worden aangepast met behulp van een steunring.
- Zodra het trimmen van de steunring is voltooid, kan deze worden verwijderd voor verder gebruik zonder het poetsgedrag te veranderen.
Toepassing:
- Toepassingsaanbevelingen: Bijzonder goed geschikt voor fijnbewerking, voor zeer fijne reinigingswerkzaamheden, correcties in de gereedschaps- en matrijzenbouw of het scherpen van snijgereedschappen. Gebruik de gereedschappen indien mogelijk op krachtige machines met een elastisch gelagerde spindel, om trillingen te vermijden. Neem de aanbevolen toerentallen in acht. Voor economisch gebruik van stiftfrezen wordt in het bovenste toerental-/snijsnelheidsbereik bewerkt. Gebruik stiftfrezen met een stiftdiameter van 6 mm op machines met een vermogen van 300 watt of hoger.
- Bewerkingsopgaven: Verkrijgen van uitsparingen; Ontbramen; Egaliseren; Frezen; Uitfrezen; Bewerking van vlakken; lasnaadbewerking
- Bewerkingsopgaven: Verkrijgen van uitsparingen; Ontbramen; Egaliseren; Frezen; Uitfrezen; Bewerking van vlakken; lasnaadbewerking
Materiaal:
- Bewerkbare materialen:
- Uitgegloeid gietijzer
- Zwart uitgegloeid gietijzer (GTS, GJMB)
- Brons
- Snelsnijstalen
- Gietijzer
- Gietstaal
- Kobaltbasislegeringen
- Grijs/lamellair-/nodulair gietijzer (GG/GJL, GGG/GJS)
- Non-ferrometaal hard
- Geharde, veredelde stalen boven 1.200 N/mm² (< 38 HRC)
- Nikkelbasislegeringen (bijv. Inconel en Hastelloy)
- Edelstaal (INOX)
- Staal
- Staal, gietstaal
- Stalen tot 1.200 N/mm² (< 38 HRC)
- Stalen boven 700 N/mm² (> 220 HB)
- Stalen tot 700 N/mm² (< 220 HB)
- Titaan
- Titaanlegeringen
- Gereedschapsstalen
- Wit uitgegloeid gietijzer (GTW, GJMW)
- Bewerkbare materialen: Uitgegloeid gietijzer; Zwart uitgegloeid gietijzer (GTS, GJMB); Brons; Snelsnijstalen; Gietijzer; Gietstaal; Kobaltbasislegeringen; Grijs/lamellair-/nodulair gietijzer (GG/GJL, GGG/GJS); Non-ferrometaal hard; Geharde, veredelde stalen boven 1.200 N/mm² (< 38 HRC); Nikkelbasislegeringen (bijv. Inconel en Hastelloy); Edelstaal (INOX); Staal; Staal, gietstaal; Stalen tot 1.200 N/mm² (< 38 HRC); Stalen boven 700 N/mm² (> 220 HB); Stalen tot 700 N/mm² (< 220 HB); Titaan; Titaanlegeringen; Gereedschapsstalen; Wit uitgegloeid gietijzer (GTW, GJMW)