Description:
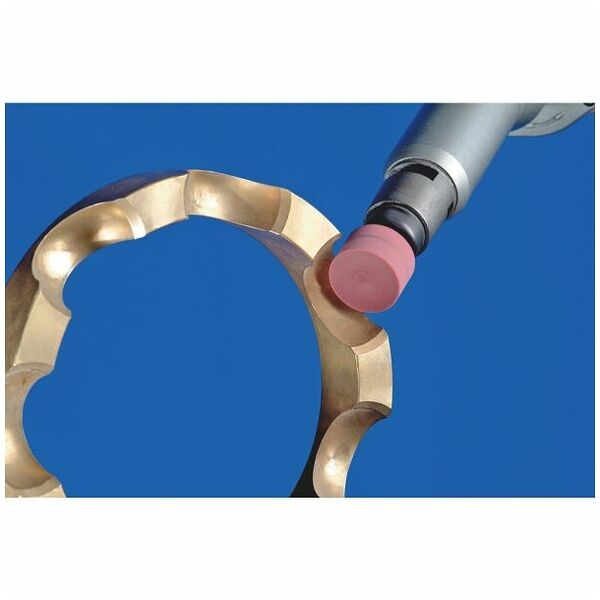
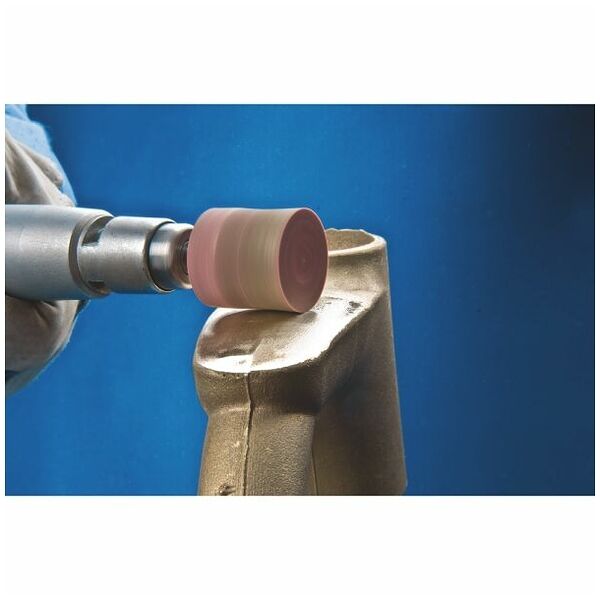
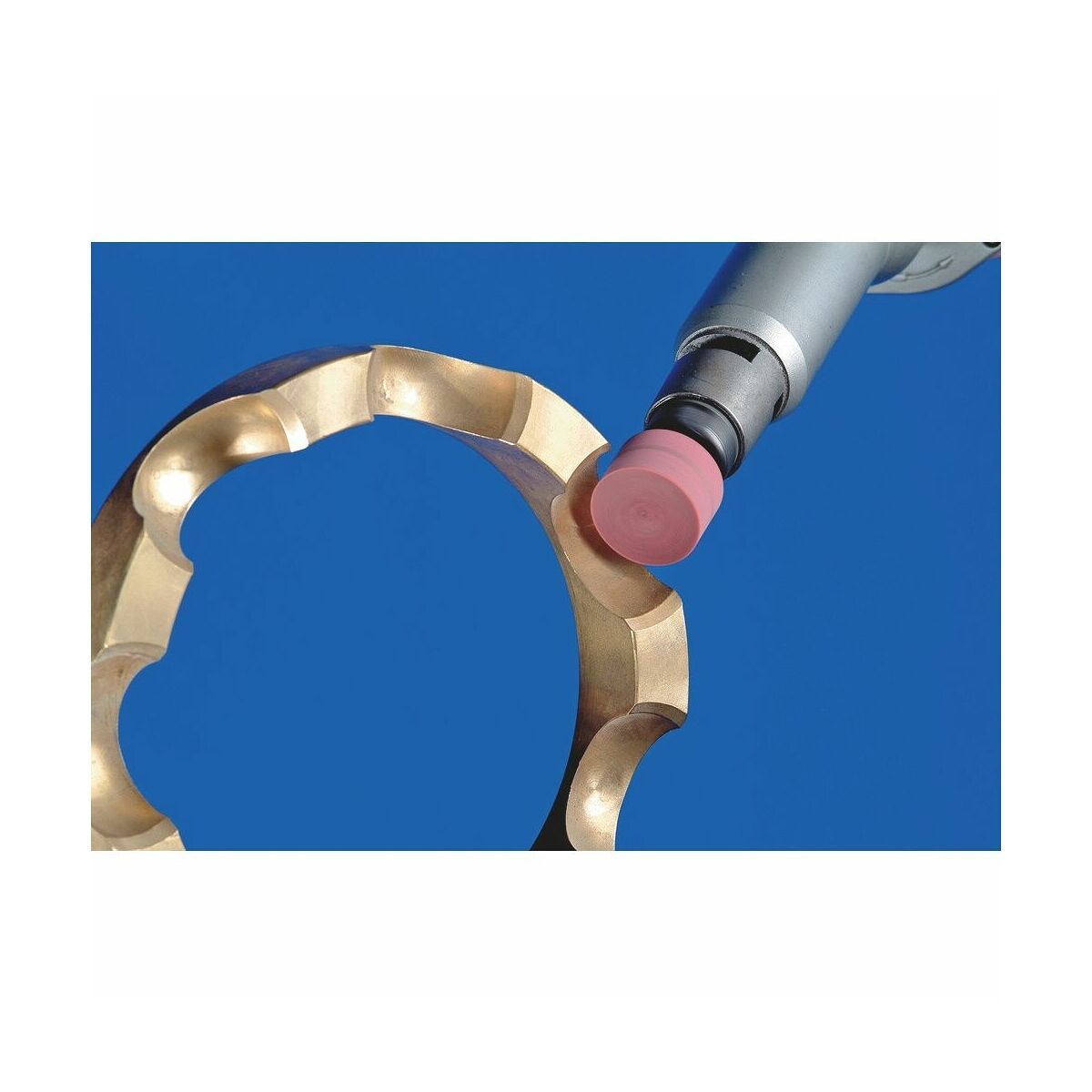
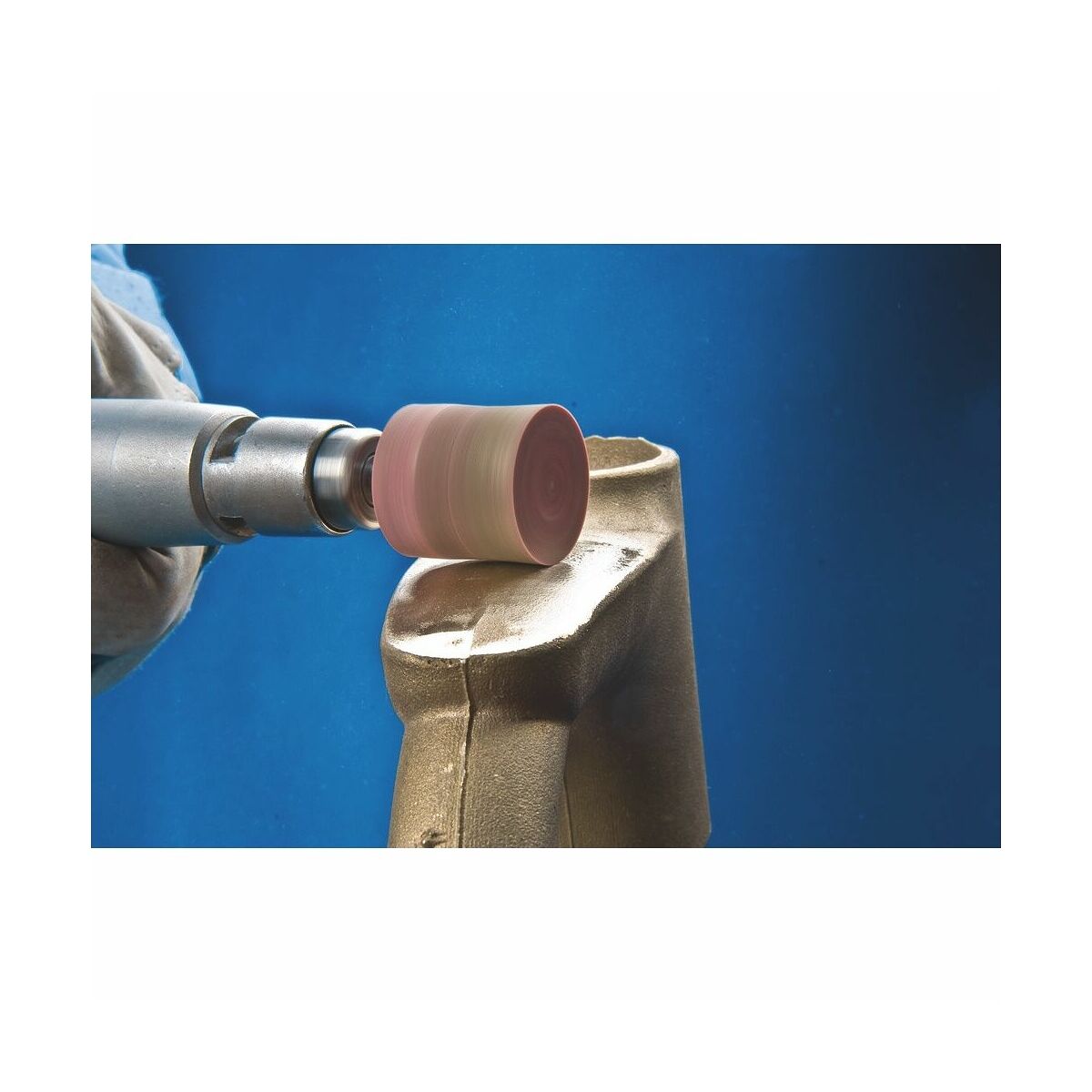
Les outils de ponçage de finition Poliflex sont fabriqués de manière à assurer une stabilité géométrique extrême, une qualité constante et des tolérances très strictes. Ils se prêtent tout particulièrement au ponçage de finition, à la structuration et à la préparation de travaux de polissage, et sont très souvent utilisés dans la fabrication d’outils et de moules. Les outils de ponçage de finition Poliflex réalisés dans le liant GR sont fabriqués avec du corindon supérieur rose. Le liant GR à base élastomère est tendre. Conçu pour une utilisation sur les surfaces. Meule sur tige de forme cylindrique pour le ponçage de finition de petites surfaces.
Caractéristique(s):
- Tr/min, max.: 19000 RPM
- Tr/min, opt.: 12500 RPM
- Forme: Cylindre
- Largeur métrique: 25 mm
- Abrasif: Corindon A
- Ø extérieur, métrique: 15 mm
- Ø de la tige, métrique: 6 mm
- Granulométrie: 220
- Longueur, tige: 40
- Liant: GR
Avantage(s):
- Permettent d'obtenir une finition de surface fine et brillante.
- Ponçage tendre grâce au liant souple et élastique
- Permettent d'obtenir une excellente finition de surface.
- Rentabilité élevée grâce à une longue durée de vie et une performance d'enlèvement de matière élevée.
- Travail très confortable grâce à une parfaite concentricité.
Utilisation:
- Recommandations d'utilisation: Selon l'application visée, profiler à faible vitesse à l'aide d'un diamant à dresser ou d'une pierre à profiler en céramique. Nous recommandons une vitesse de coupe comprise entre 10 et 12 m/s pour un rendement optimal.
- Tâches d’usinage: Ponçage de finition étape par étape
- Types de machine motrice: Machine à transmission flexible; Meuleuse droite
Matière(s):
- Matériaux pouvant être usinés:
- Acier moulé
- Alliages à base de cobalt
- Aciers trempés, traités d'une dureté supérieure à 1 200 N/mm² (< 38 HRC)
- Alliages à base de nickel (par ex. Inconell et Hasteloy)
- Acier inoxydable (INOX)
- Aciers d’une dureté > 54 HRC
- Aciers jusqu’à 1 200 N/mm² (< 38 HRC)
- Matériaux pouvant être usinés: Acier moulé; Alliages à base de cobalt; Aciers trempés, traités d'une dureté supérieure à 1 200 N/mm² (< 38 HRC); Alliages à base de nickel (par ex. Inconell et Hasteloy); Acier inoxydable (INOX); Aciers d’une dureté > 54 HRC; Aciers jusqu’à 1 200 N/mm² (< 38 HRC)
Remarque(s):
- Pour des raisons de sécurité, ne jamais dépasser la vitesse maximale admissible.
- La longueur de serrage de la tige doit faire 10 mm au minimum.