Exécution:
Microforets hautes performances pour une utilisation universelle. Sécurité de processus maximale grâce aux outils parfaitement adaptéset au listel élargi. Perçage de diamètres minimum jusqu’à la profondeur maximale après alésage pilote préalable. Un compromis optimal entre le diamètre d’âme et la taille des goujures pour une évacuation optimale des copeaux, même pour les matériaux à copeaux longs. Les volumes de copeaux et durées de vie accrus permettent d’obtenir un processus de perçage économique, même avec des diamètres de perçage minimum et un grand rapport L/D.
Remarque(s):
Pour une utilisation sûre des micro-forets à partir de 8×D, il est nécessaire d’effectuer un
alésage pilote d’
au moins 4×D avec le micro-foret pilote
121223. En cas d’usinage vertical et de surface plane de la pièce, il est possible de renoncer à un alésage pilote à partir de D
C =⌀ 1 mm jusqu’à une longueur de 12×D. Avant d’utiliser l’outil de perçage suivant, assurez-vous toujours que
l’alésage pilote est exempt de copeaux. Nous recommandons de réaliser un chanfreinage à 90° avec un foret à centrer CN approprié une fois l’alésage pilote effectué. Dans les applications critiques (par ex. précision de fabrication maximale, bavures minimales, pression de lubrifiant réduite), réduire l’avance de l’outil de 50% avant l’entrée et la sortie du matériau. Les matériaux à copeaux longs nécessitent au besoin une
évacuation des copeaux par incréments de 3×D avec un mouvement de retour minimum à la profondeur de l’alésage pilote. Veillez à utiliser un
dispositif de serrage d’outils approprié (mandrin de frettage, mandrin expansible hydraulique) avec une précision de concentricité inférieure à 0,003 mm, une
pression de lubrifiant suffisante (min. 30 bars), ainsi qu’une
filtration suffisamment fine du fluide de refroidissement (D
C <⌀ 2 mm avec filtre ≤ 0,010 mm; D
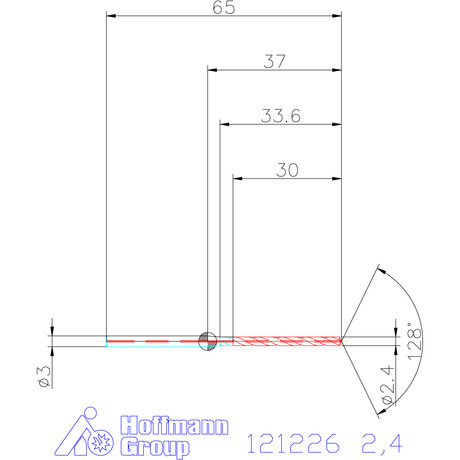
C <⌀ 3 mm avec filtre ≤ 0,020 mm). Le rapport L/D indiqué correspond à la
profondeur de perçage minimale possible avec le microforet correspondant.
Longueur des goujures L
C = L
2 + 1,5 × D
C.