Beschreibung:
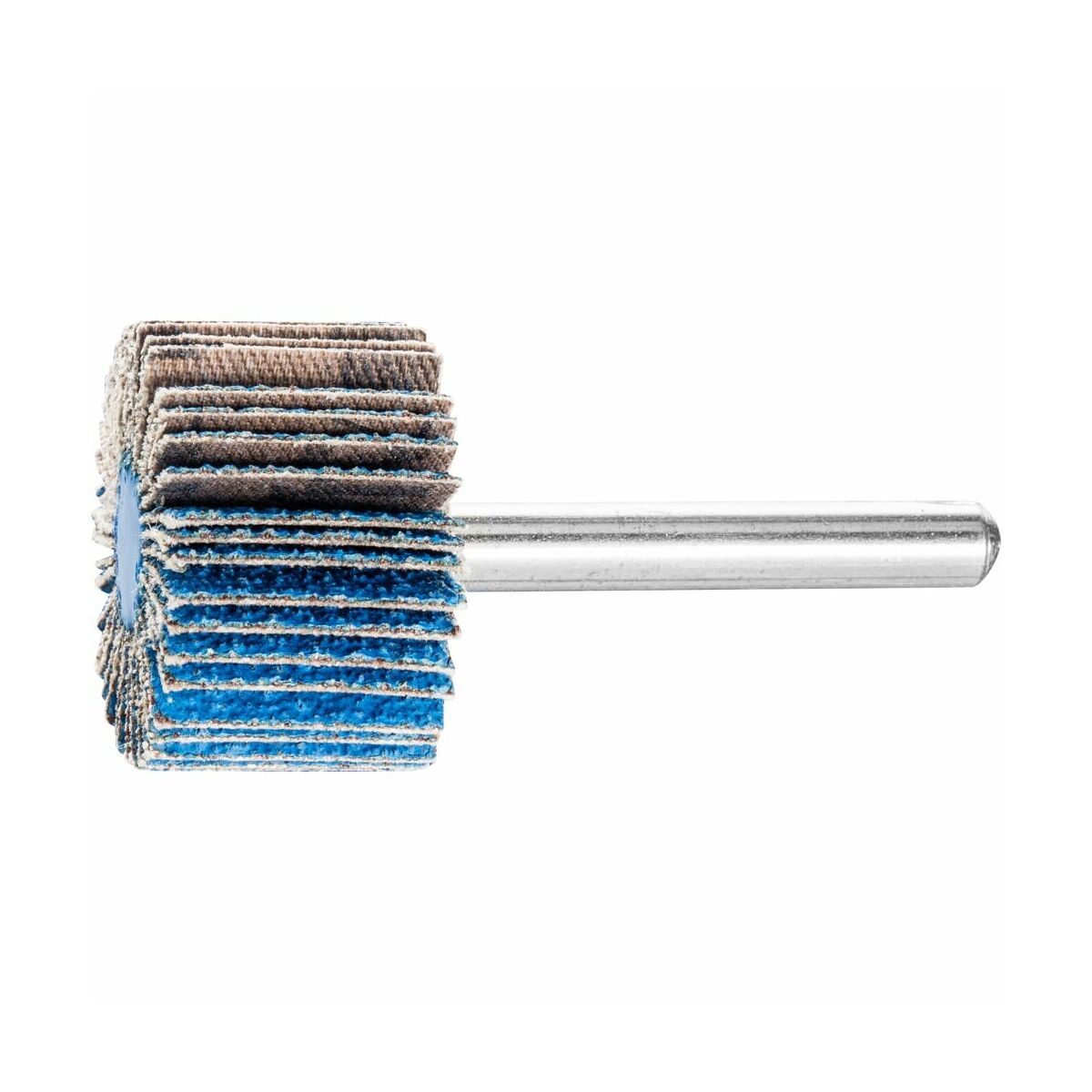
Bei Fächerschleifern sind die Lamellen aus Schleifmittel auf Unterlage fächerförmig radial um die Achse des Werkzeuges angeordnet. Durch ihre Flexibilität passen sie sich ideal den Konturen des Werkstückes an. Das Schleifkorn ist in eine Kunstharzbindung auf dem zugfesten, flexiblen Gewebeträger eingebettet. Fächerschleifer werden in ISO 3919 unter der Bezeichnung ″Lamellenschleifstifte″ geführt. Für grobe Schleifaufgaben bei hoher Zerspanungsleistung und kühlem Schliff. Schleifaktive Zusätze im Belag erzielen eine deutlich höhere Abtragsleistung, verhindern das Zusetzen und bewirken einen kühleren Schliff.
Merkmal:
- RPM, max.: 25400 RPM
- RPM, opt.: 12000 RPM
- Breite metrisch: 20 mm
- Schleifmittel: Zirkonkorund Z-COOL
- ø Außen metrisch: 30 mm
- Ø Schaft metrisch: 6 mm
- Korngröße: 60
- Länge, Schaft: 40 mm
Vorteil:
- Optimale Konturenanpassung durch hohe Flexibilität.
- Gleichbleibend hoher Materialabtrag über die gesamte Standzeit, da stetig neues, aggressives Schleifmittel freigesetzt wird.
- Stirnseitiger Einsatz sehr eng an Kanten und in Winkeln möglich durch flache Gießkernkonstruktion.
Verwendung:
- Anwendungsempfehlungen: Die Reduzierung des Anpressdrucks und der Umfangsgeschwindigkeit sowie die Zugabe von Schleiföl reduzieren den Werkzeugverschleiß und die Temperaturbelastung des Werkstückes. Eine Steigerung der Abtragsleistung sollte durch eine gröbere Körnung und nicht durch Erhöhung des Anpressdrucks erreicht werden, um unnötigen Werkzeugverschleiß und eine Temperaturbelastung des Werkstückes zu verhindern. Die Erhöhung der Schnittgeschwindigkeit bringt eine geringfügig feinere Oberfläche mit sich. Durch die Erhöhung des Anpressdrucks wird die Oberfläche geringfügig gröber. Je weicher der zu bearbeitende Werkstoff, umso gröber die Oberfläche (bei Verwendung gleicher Korngrößen). Für beste Leistung bei einer empfohlenen Schnittgeschwindigkeit von 15–20 m/s einsetzen. Hierbei wird ein idealer Kompromiss zwischen Abtragsleistung, Oberflächengüte, Temperaturbelastung des Werkstückes und Werkzeugverschleiß erreicht. Für den Werkstoff geeignetes Schleiföl verwenden, um die Standzeit und Schleifleistung der Werkzeuge deutlich zu erhöhen.
- Bearbeitungsaufgaben: Entgraten; Stufenweises Feinschleifen; Egalisieren; Strukturieren (Mattieren, Strichmattieren und Satinieren); Flächenbearbeitung; Schweißnahtbearbeitung
- Antriebsarten: Biegwellenantrieb; Geradschleifer
Werkstoff:
- Bearbeitbare Werkstoffe:
- Temperguss
- Messing
- Bronze
- Stahlguss
- Kobaltbasislegierungen
- Kupfer
- Grau-/Sphäroguss (GG/GJL, GGG/GJS)
- Gehärtete, vergütete Stähle über 1.200 N/mm² (< 38 HRC)
- Edelstahl (INOX)
- Stahlwerkstoffe mit einer Härte > 54 HRC
- Stähle bis 1.200 N/mm² (< 38 HRC)
- Titan
Hinweis:
- Die angegebene maximal zulässige Drehzahl darf aus Sicherheitsgründen nie überschritten werden.
- Der Anpressdruck ist deutlich zu reduzieren, wenn die angegebene optimale Drehzahl überschritten wird.
- Die Sicherheit ist nur gewährleistet, wenn die Einspannlänge mindestens 15 mm beträgt und die angegebene maximale Drehzahl bei offenen Schaftlängen nicht überschritten wird.