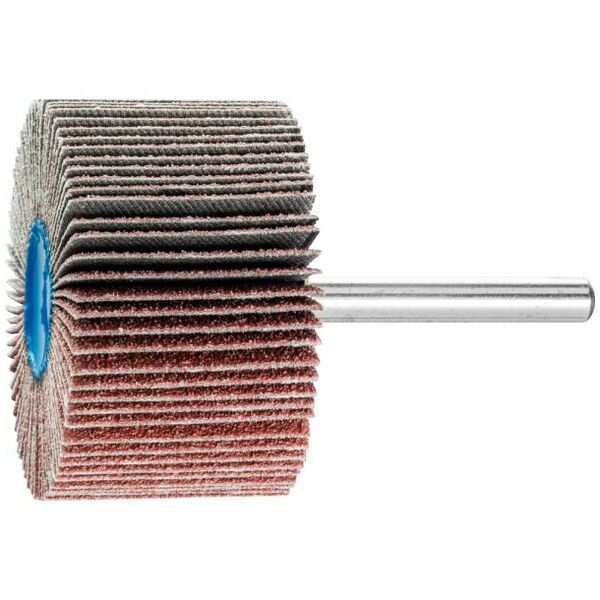
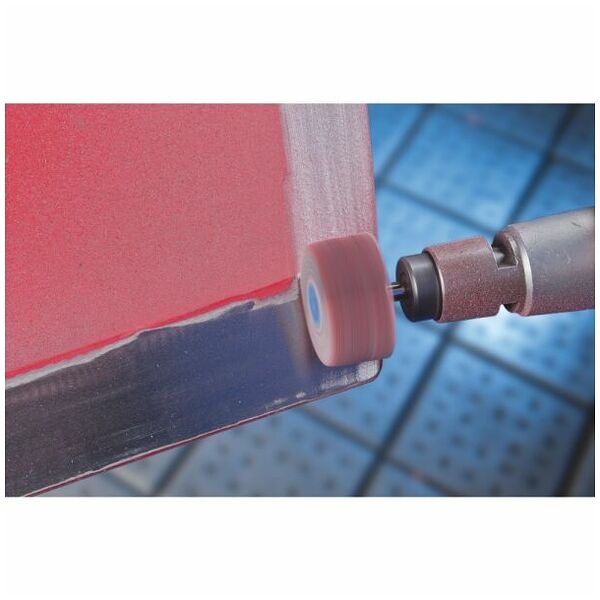


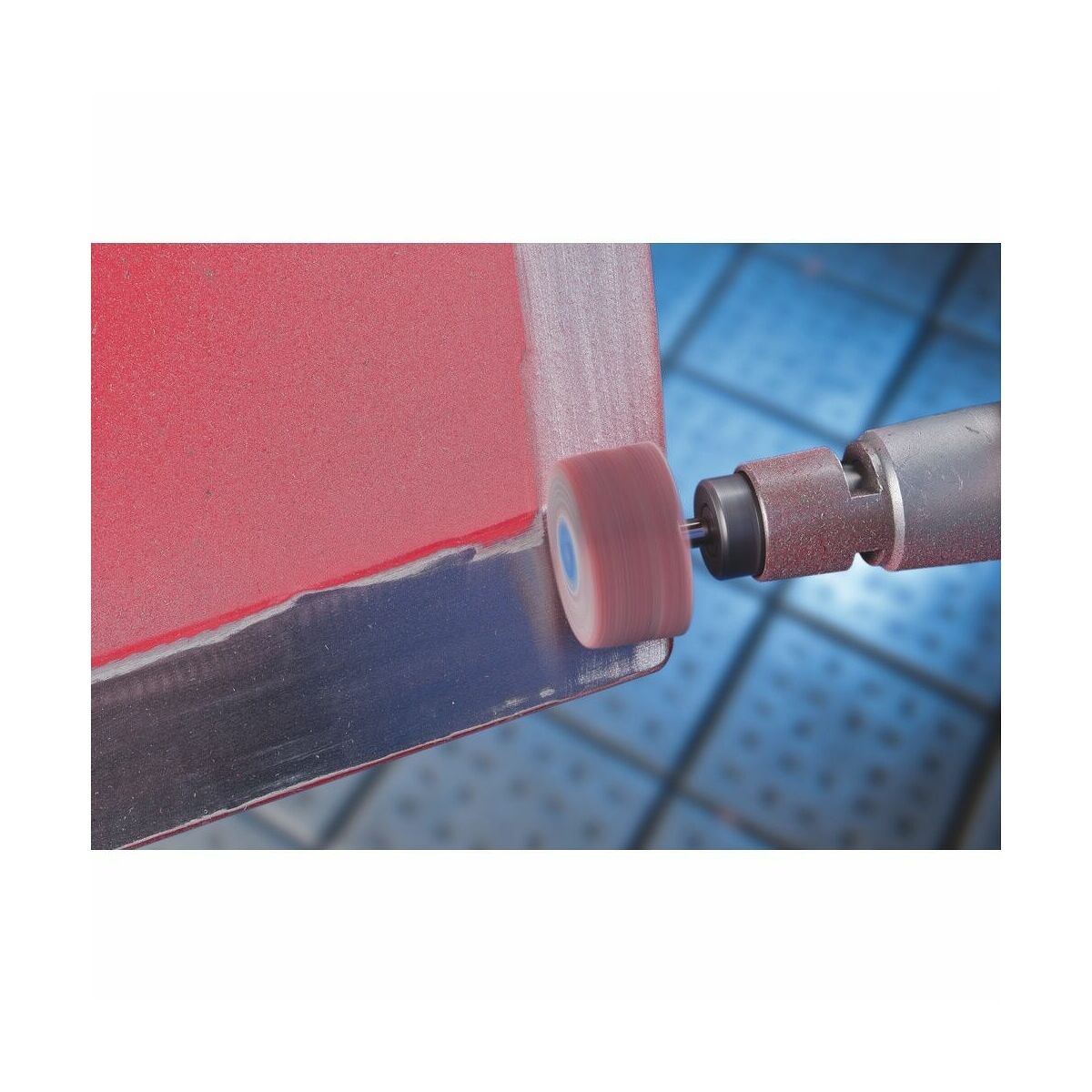

{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Produktart | Fächerschleifer |
| Artikelnummer | 4007220155066 | |
| EAN / GTIN | 4007220155066 | |
| Herstellernummer | 44503066 | |
| L-Nummer | L51070 42 |