Beschreibung:
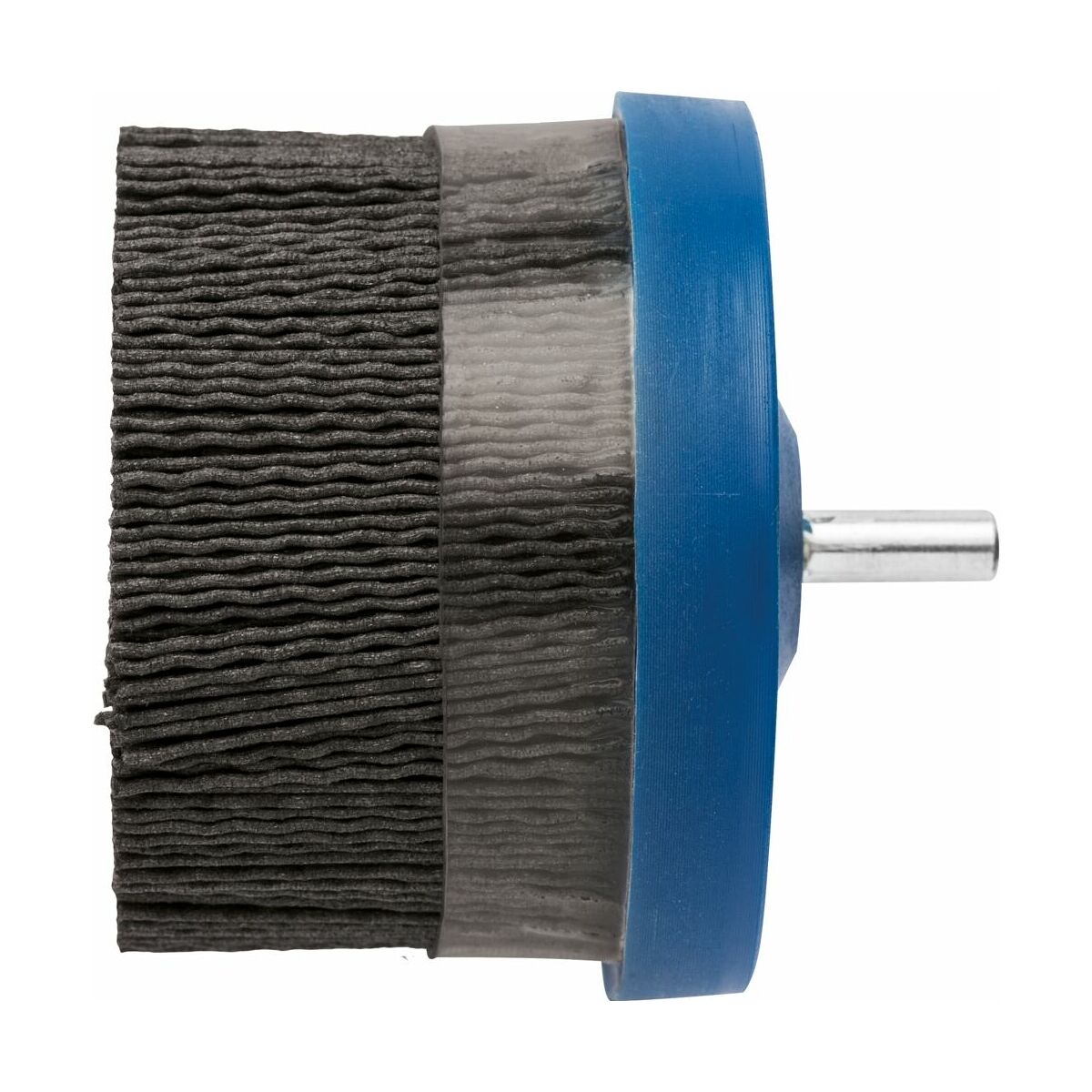
Besonders aggressiv arbeitende Bürste mit Stützring. Eignet sich besonders gut zum Entgraten und zur Oberflächenbearbeitung auf stationären Maschinen. Composite-Bürsten von PFERD sind speziell für den industriellen, automatisierten Einsatz entwickelt. Sie eignen sich für eine Vielzahl von Bearbeitungsaufgaben und sind durch ihre variablen Aufspannmöglichkeiten auf vielen verschiedenen Antriebsmaschinen einsetzbar. Dies bietet den Vorteil, dass die Produktion und Nacharbeiten des Werkstückes auf der selben Maschine durchgeführt werden können. Hierdurch lassen sich lohnintensive, manuelle Arbeiten reduzieren und reproduzierbare Ergebnisse mit kurzen Taktzeiten erzielen. Für einen effizienten Einsatz müssen zahlreiche Anwendungsparameter wie z. B. Bearbeitungszeit und Vorschub aufeinander abgestimmt und die dazu passende Bürste ausgewählt werden. Bürsten mit Keramikkorn (CO) zeichnen sich durch hohe Zähigkeit und sehr gute Schneidfähigkeit aus. Zur Erzielung hoher Abtragswerte und eines aggressiven Bürstverhaltens. Kunststoffbesatz hält Temperaturen bis 220 °C stand.
Merkmal:
- RPM, max.: 5000 RPM
- RPM, opt., von: 1500 RPM
- RPM, opt., bis: 3500 RPM
- Aufnahmesystem: Schaft
- Ø Besatzmaterial: 1.1 mm
- ø Außen metrisch: 50 mm
- Ø Schaft metrisch: 6 mm
- Besatzmaterial: Keramikkorn (CO)
- Korngröße: 120
- Länge, Besatz: 38 mm
- Länge, Besatz bis Ring: 19 mm
- Länge, Gesamt: 80 mm
Vorteil:
- Hohe Standzeit und aggressiver Bürsteffekt aufgrund sehr hoher Besatzdichte.
- Extrem ruhiger Lauf aufgrund gleichmäßiger Verteilung des Besatzmaterials.
- Ist der Besatz bis zum Stützring abgearbeitet, kann dieser zur weiteren Nutzung entfernt werden, ohne, dass sich das Bürstverhalten ändert.
- Spreizung und Flexibilität des Bürstenbesatzes durch Stützring regulierbar.
- Durch den Stützring wird ein seitliches Ausweichen der Drähte vermieden.
Verwendung:
- Anwendungsempfehlungen: Bitte beachten Sie die empfohlenen Drehzahlen. Das Besatzmaterial CO eignet sich für einen besonders aggressiven Einsatz und eine hohe Oberflächengüte des Werkstücks. Bei Anwendungen mit hoher Hitzeentwicklung Kühlflüssigkeit verwenden. Stützring entfernen, sobald der Besatz bis zum Stützring abgearbeitet ist. So kann der restliche Besatz freigesetzt und vollständig verbraucht werden. Für einen großen Aufspreizdurchmesser oder zum Erreichen schwer zugänglicher Stellen den Stützring zu Arbeitsbeginn entfernen.
- Bearbeitungsaufgaben: Reinigen; Entgraten; Strukturieren (Mattieren, Strichmattieren und Satinieren)
- Antriebsarten: Biegwellenantrieb; Werkzeugmaschine; Roboter; Stationäre Maschinen; Geradschleifer
Werkstoff:
- Bearbeitbare Werkstoffe:
- Aluminium
- Bronze
- Gusseisen
- Stahlguss
- Kobaltbasislegierungen
- NE-Metall hart
- Hochwarmfeste Werkstoffe
- Nickelbasislegierungen (z. B. Inconell und Hasteloy)
- Superlegierungen auf Nickel oder Titanbasis
- Weitere NE-Metalle
- weiche Titanlegierungen (Zugfestigkeit 500 N/mm²)
- Stahl, Stahlguss
- Stahlwerkstoffe mit einer Härte > 54 HRC
- Stähle bis 1.200 N/mm² (< 38 HRC)
- Titan
- Titanlegierungen
Hinweis:
- Beim Einspannen der Bürste ist darauf zu achten, dass der Schaft möglichst weit in die Aufnahme eingespannt wird. Dies gilt insbesondere für den Einsatz im hohen Drehzahlbereich. Die Mindesteinspannlänge beträgt 10 mm.