






{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Gewindegröße | M3 | |
| Beschichtung | TiAlN | |
| Gewindeart | M | |
| Flankenwinkel | 60 Grad | |
| Schneidstoff | HSS E PM | |
| Norm | Werksnorm | |
| Gewinde-Norm | DIN 13 | |
| Toleranzklasse | ISO 2X 6HX | |
| Anschnittform | E | |
| Spiralwinkel | 40 Grad | |
| Schaft | DIN 1835 B mit h6 | |
| Innenkühlung | nein | |
| Verwendung bei Bohrungsart | bis 3×D bei Grundloch | |
| Schneidrichtung | rechts | |
| Gewindesteigung | 0,5 mm | |
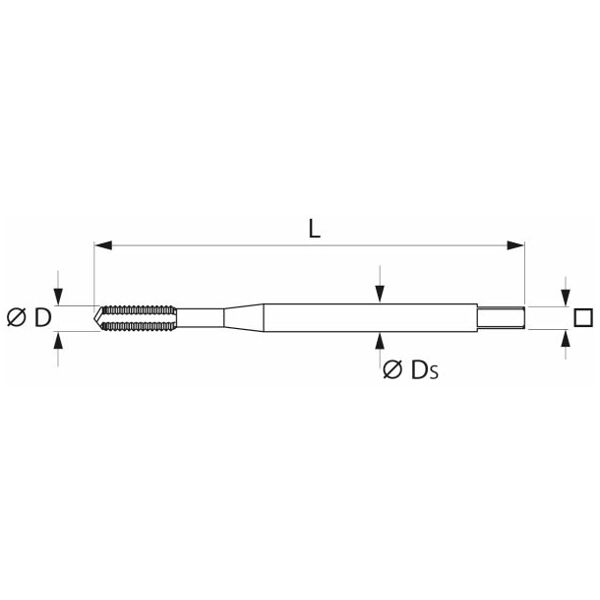
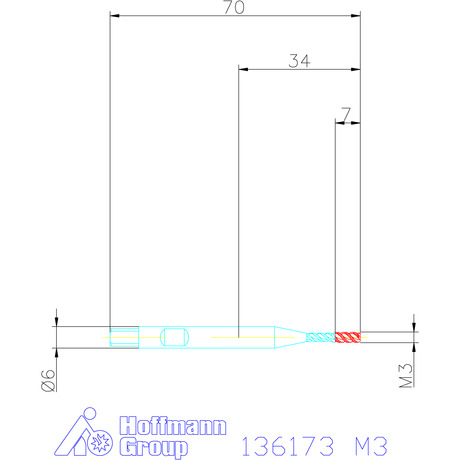
| Gesamtlänge L | 70 mm | |
| Schaft-⌀ Ds | 6 mm | |
| Schaft-Vierkant □ | 4,9 mm | |
| Kernloch-⌀ | 2,5 mm | |
| Gewinde-⌀ | 3 mm | |
| Schafttoleranz | h6 | |
| Art des Gewindewerkzeuges | Maschinengewindebohrer für die synchrone Bearbeitung | |
| Anzahl Spannuten | 3 | |
| Farbring | grün | |
| Anzahl Schneiden Z | 3 | |
| Gewindetiefe | 9 mm | |
| Produktart | Gewindebohrer |
| Artikelnummer | 136173 M3 | |
| EAN / GTIN | 4045197508362 | |
| Herstellernummer | 136173 M3 |













