

{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:

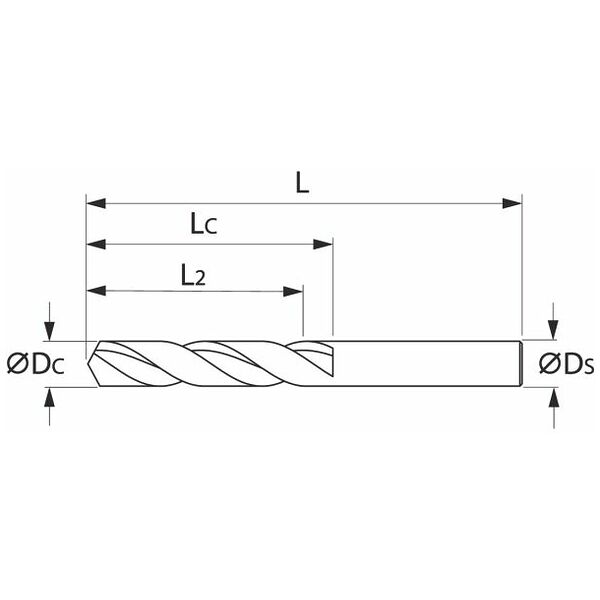

| Nenn-⌀ DC | 4,6 mm | |
| Beschichtung | TiAlN | |
| Schneidstoff | VHM | |
| Norm | Werksnorm | |
| Ausführung | 3×D | |
| Toleranz Nenn-⌀ | m7 | |
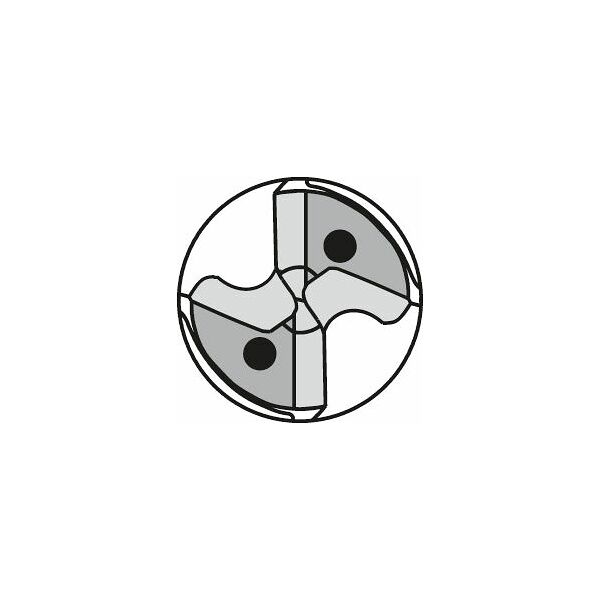
| Anzahl Schneiden Z | 2 | |
| Spitzenwinkel | 180 Grad | |
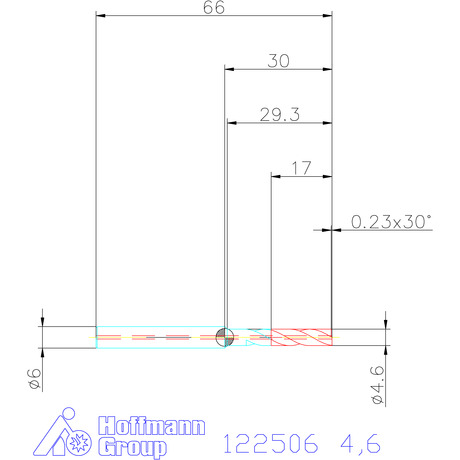
| empfohlene maximale Bohrtiefe L2 | 17,1 mm | |
| Schaft | DIN 6535 HA mit h6 | |
| Bohrverwendung | ballig bedingt; bedingt Querbohren; bedingt schräg Anbohren | |
| Innenkühlung | ja, mit 25 bar | |
| Pilotbohrer notwendig | ja, Pilotbohrer | |
| Semi-Standard | ja | |
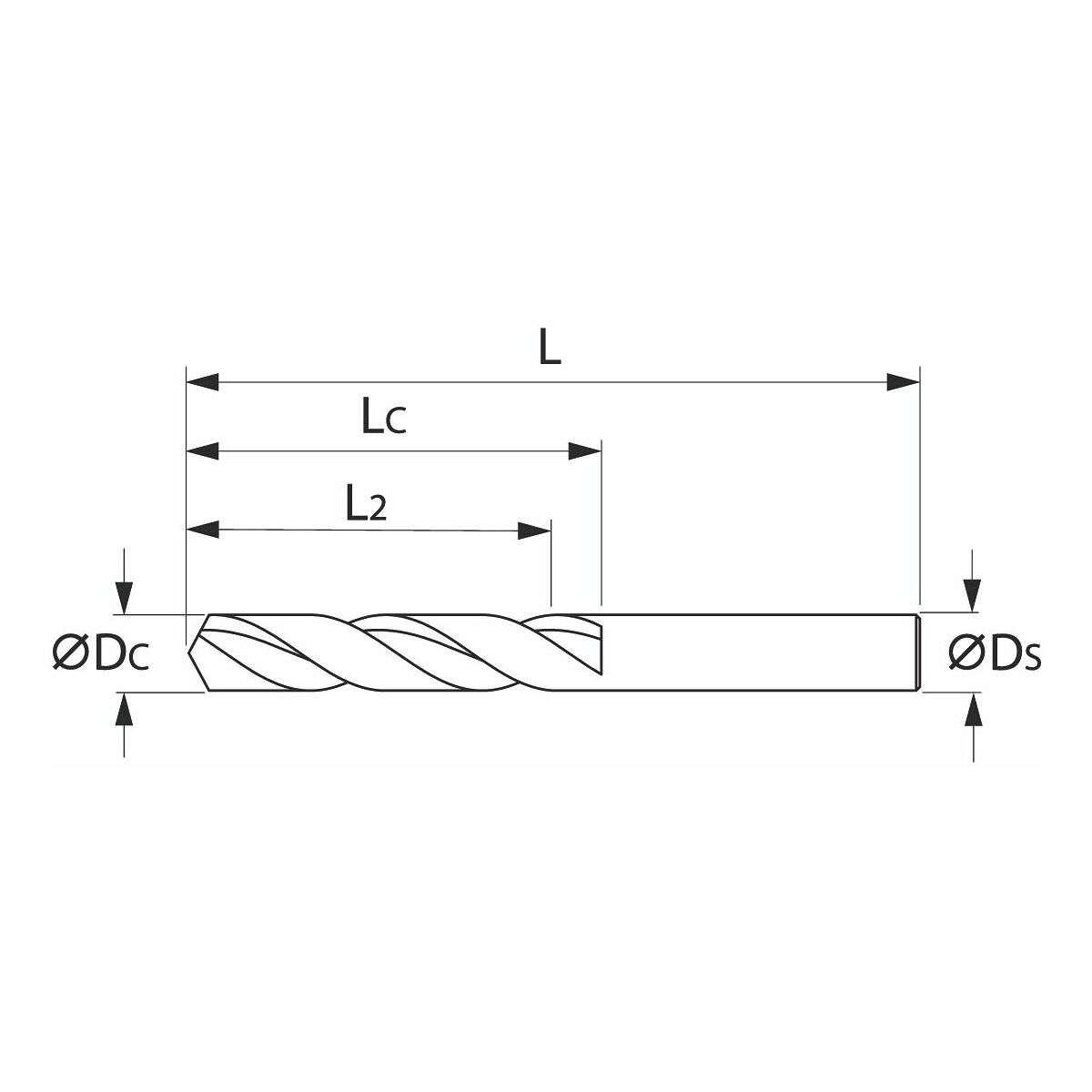
| Spannutenlänge Lc | 24 mm | |
| Gesamtlänge L | 66 mm | |
| Schaft-⌀ Ds | 6 mm | |
| Schafttoleranz | h6 | |
| Vorschub f in Stahl < 900 N/mm2 | 0,08 mm/U | |
| Farbring | grün | |
| Produktart | Spiralbohrer |
| Artikelnummer | 122506 4,6 | |
| EAN / GTIN | 4045197743923 | |
| Herstellernummer | 122506 4,6 |









