Beschreibung:
Besonders flexible Einzelzopfbürste für spezielle Aufgabenstellungen. Für die Bearbeitung von Edelstahl (INOX) bietet PFERD zusätzlich zu Bürsten mit Edelstahlbesatz auch Bürsten in der Ausführung INOX-TOTAL an. Sie sind insbesondere für den Einsatz in extrem kritischem Umfeld geeignet. Um die besonderen Ansprüche bei der Bearbeitung von Edelstahl (INOX) zu erfüllen, verwendet PFERD bei allen INOX-Bürsten die Drahtqualität 1.4310 (V2A). Praxiserfahrungen aus dem industriellen Umfeld bestätigen, dass sie eine sehr gute Korrosionsbeständigkeit bei optimaler Standzeit aufweist. Alle PFERD-Bürsten mit INOX-Besatz sind blau gekennzeichnet und für den Einsatz auf allen Edelstählen (INOX), wie z. B. V4A, geeignet. Die Drahtqualität 1.4310 neigt bei Kaltverfestigung zu ferromagnetischem Verhalten, das heißt, sie wird von Magneten angezogen.;Ursache hierfür ist eine Gefügeveränderung, die durch Verformung, z. B. während des Drahtziehens, hervorgerufen wird. Dies hat keinen Einfluss auf die Qualität und Korrosionsbeständigkeit des INOX-Besatzes. Er behält seine korrosionsbeständigen Eigenschaften. Edelstahldraht (INOX) hält Temperaturen bis 450 °C stand.
Merkmal:
- Anzahl, Zöpfe: 1 Stück
- RPM, max.: 10000 RPM
- RPM, opt., von: 4000 RPM
- RPM, opt., bis: 6500 RPM
- Aufnahmesystem: Schaft
- Ø Topf: 10 mm
- Ø Besatzmaterial: 0.2 mm
- ø Außen metrisch: 10 mm
- Ø Schaft metrisch: 6 mm
- Besatzmaterial: Edelstahldraht (INOX)
- Länge, Besatz: 25 mm
- Länge, Gesamt: 65 mm
Vorteil:
- Die Bürste ist entfettet und hinterlässt keine Ölrückstände auf dem Werkstück.
- Höchster Schutz vor Korrosion, da alle Komponenten aus Edelstahl (INOX) der Qualität 1.4310 (V2A) gefertigt sind.
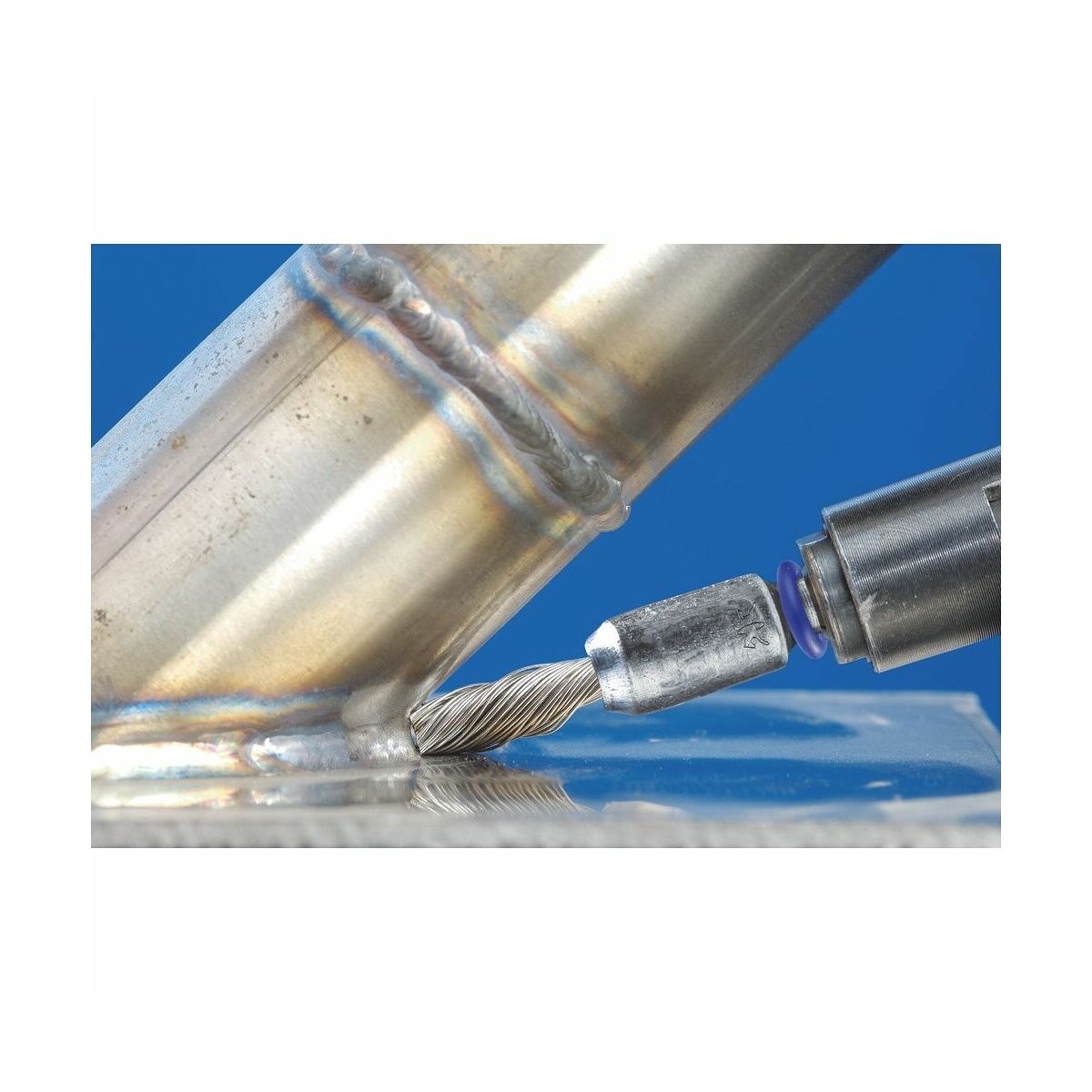
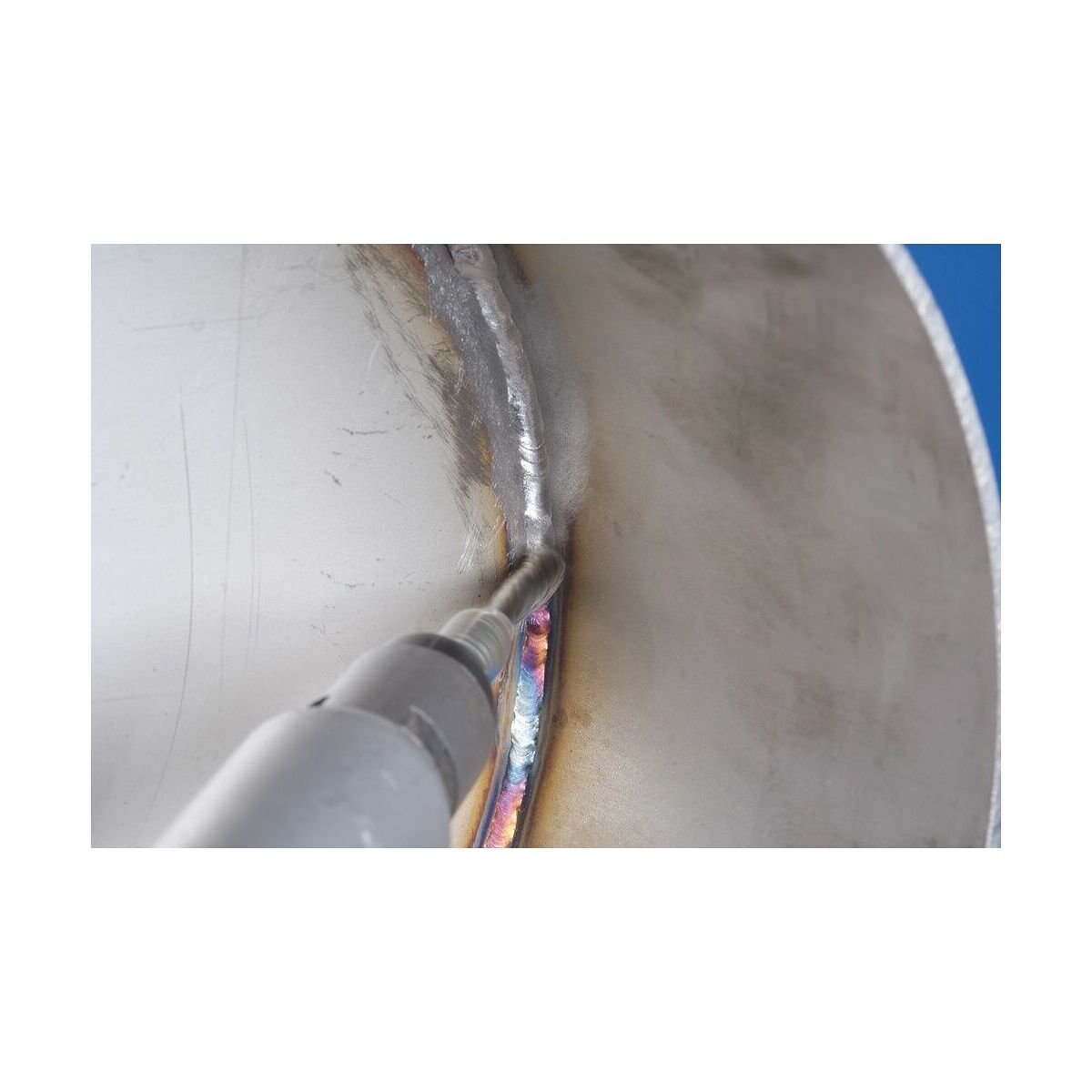
- Optimales Erreichen von schwer zugänglichen Stellen wie Innenecken, da sich die Zopfung nicht aufdreht.
- Sehr gute Korrosionsbeständigkeit.
Verwendung:
- Anwendungsempfehlungen: Bitte beachten Sie die empfohlenen Drehzahlen.
- Bearbeitungsaufgaben: Reinigen; Entgraten; Entrosten; Entzundern; Anlauffarben entfernen; Oxydschichten entfernen; Entlacken; Wurzelnahtbearbeitung; Schweißnahtbearbeitung; Kehlnahtbearbeitung
- Antriebsarten: Biegwellenantrieb; Bohrmaschine; Geradschleifer
Werkstoff:
- Bearbeitbare Werkstoffe:
- Aluminium
- Bronze
- Kobaltbasislegierungen
- NE-Metall hart
- Hochwarmfeste Werkstoffe
- Nickelbasislegierungen (z. B. Inconell und Hasteloy)
- Superlegierungen auf Nickel oder Titanbasis
- Weitere NE-Metalle
- weiche Titanlegierungen (Zugfestigkeit 500 N/mm²)
- Edelstahl (INOX)
- Titan
- Titanlegierungen
Hinweis:
- Beim Einspannen der Bürste ist darauf zu achten, dass der Schaft möglichst weit in die Aufnahme eingespannt wird. Dies gilt insbesondere für den Einsatz im hohen Drehzahlbereich. Die Mindesteinspannlänge beträgt 10 mm.