














{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Serie | HiPer-Drill | |
| Ausführung | 12×D | |
| Schaft | ISO 9766 | |
| Bohrverwendung | bedingt Querbohren; bedingt Paketbohren; bedingt schräger Austritt; bedingt schräg Anbohren | |
| Anzahl Schneiden Z | 2 | |
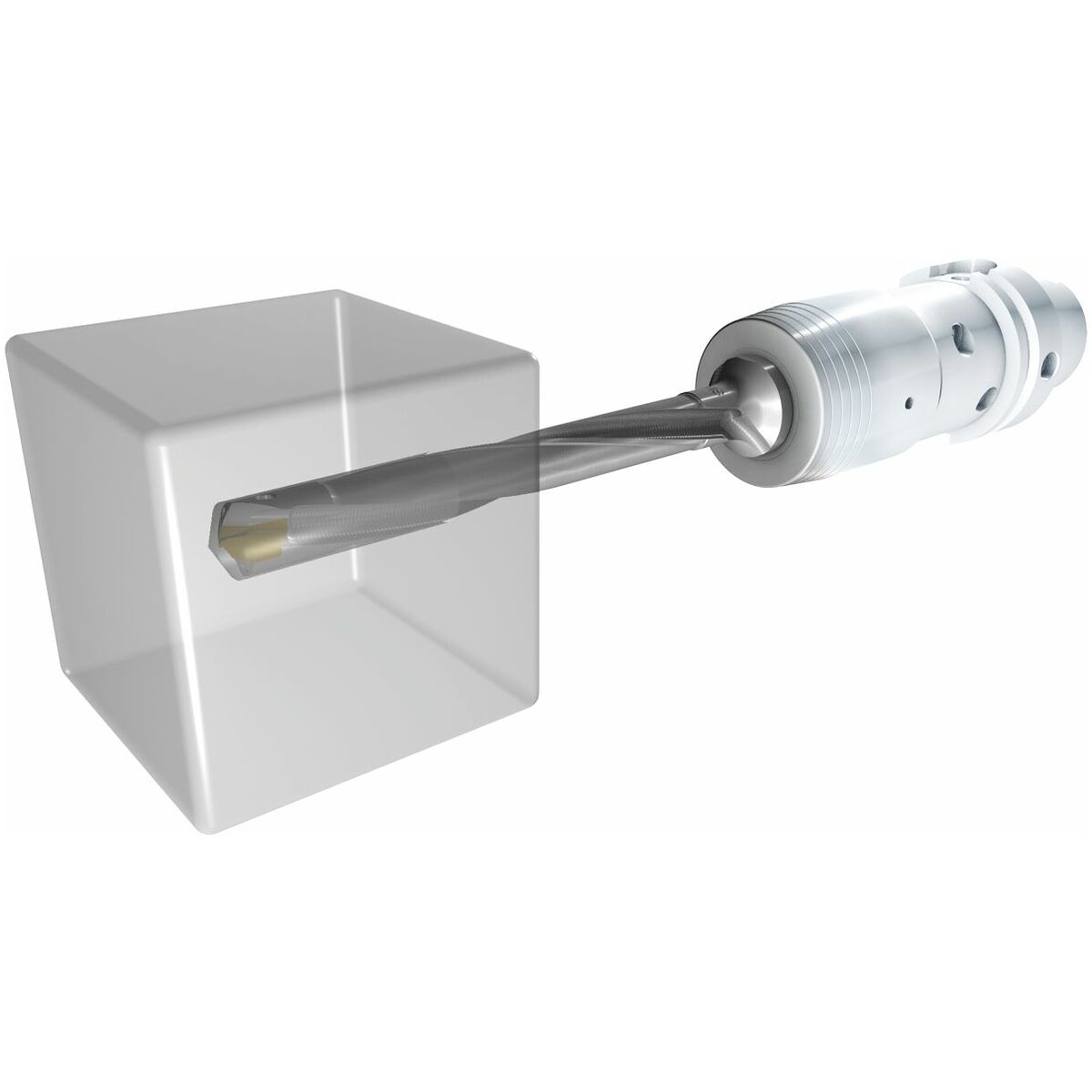
| Innenkühlung | ja | |
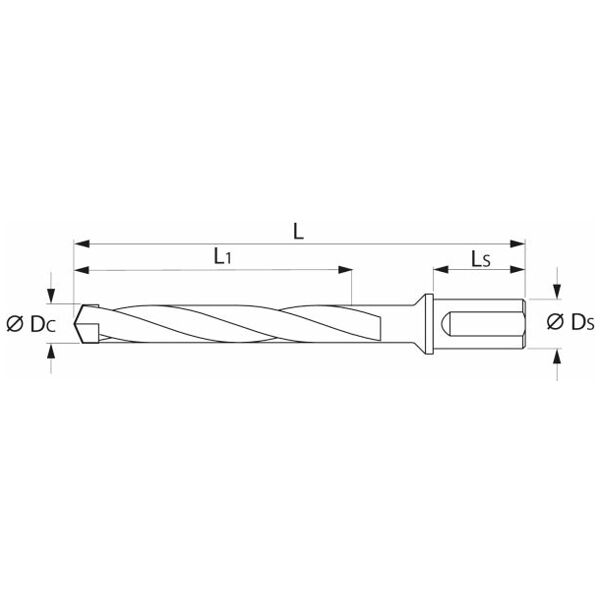
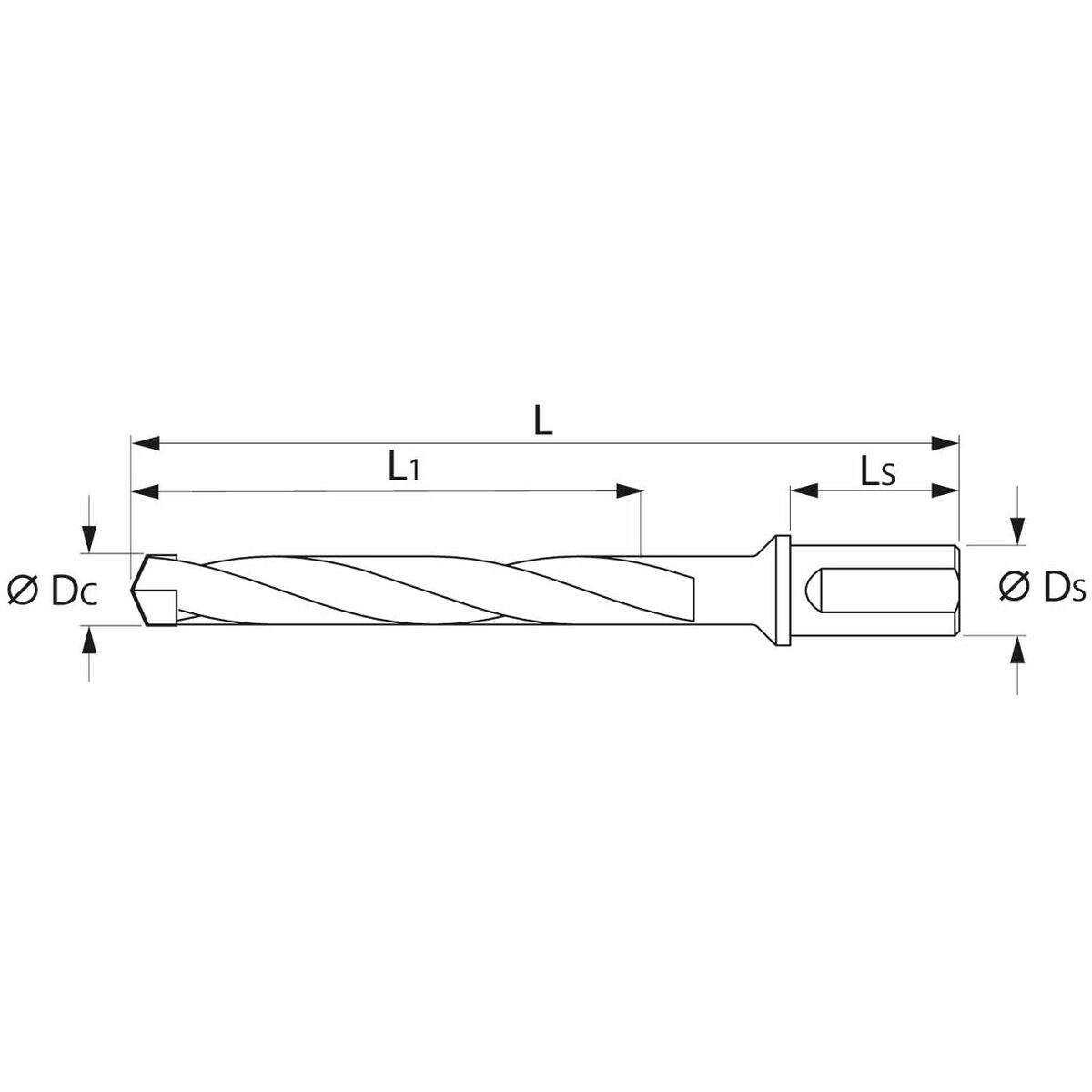
| ⌀-Bereich Dc | 18 mm - 18,99 mm | |
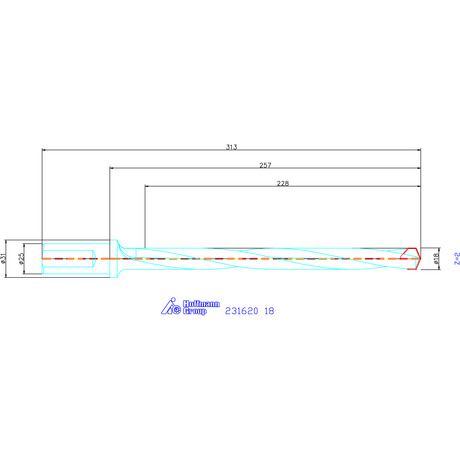
| Nutzlänge L1 | 228 mm | |
| Schaft-⌀ Ds | 25 mm | |
| Schaftlänge Ls | 56 mm | |
| Spannschraube | 231999 8IP1 (1,2 Nm) | |
| Gesamtlänge L | 313 mm | |
| Produktart | Wendeplattenbohrer |
| Artikelnummer | 231620 18 | |
| EAN / GTIN | 4045197688705 | |
| Herstellernummer | 231620 18 |