

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Thread size | Rc1/8-28 | |
| Coating | uncoated | |
| Thread type | Rc | |
| Flank angle | 55 degrees | |
| Tool material | HSS E | |
| Standard | DIN 2181 | |
| Thread standard | DIN EN 10226-2 | |
| Taper lead form | C | |
| Taper ratio | 1:16 | |
| Shank | Plain shank with h9 | |
| Through-coolant | no | |
| Application for type of drilling | Blind hole; Through hole | |
| Cutting direction | right-hand | |
| Thread pitch | 0.907 mm | |
| Threads per inch | 28 | |
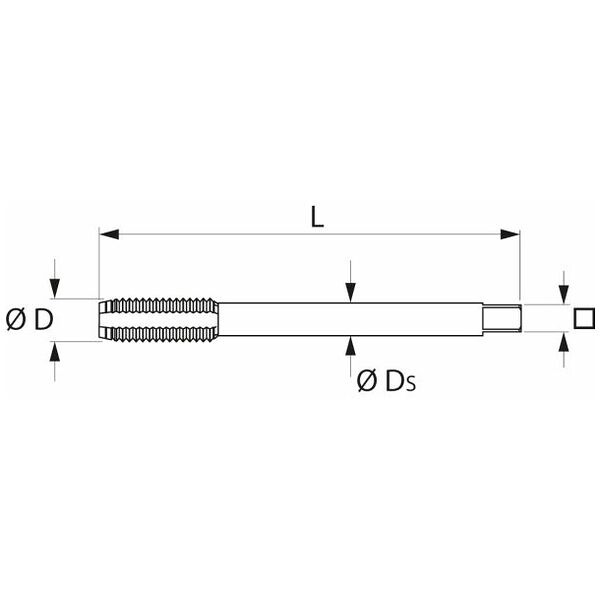
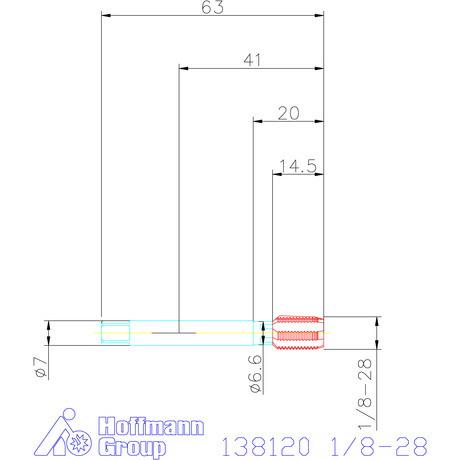
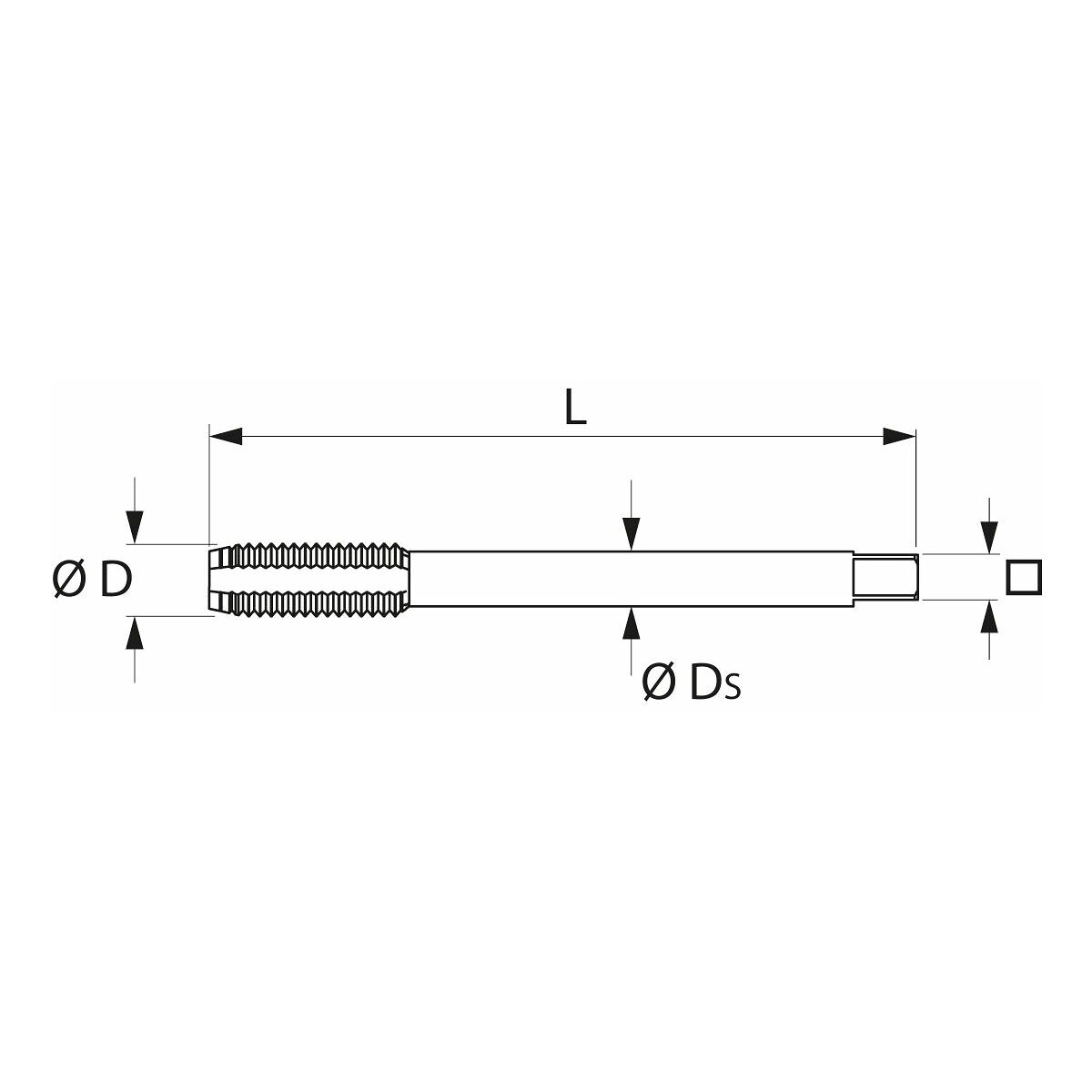
| Overall length L | 63 mm | |
| Shank ⌀ Ds | 7 mm | |
| Shank square □ | 5.5 mm | |
| Tapping hole ⌀ A | 8.15 mm | |
| Tapping hole ⌀ B | 8.1 mm | |
| Thread gauge ⌀ Dmax JS11 | 8.57 mm | |
| Tapping hole minimum depth | 11.1 mm | |
| Thread ⌀ | 9.72 mm | |
| Type of threading tool | Machine tap for conventional machining | |
| Number of clamping slots | 5 | |
| Colour ring | without | |
| Number of cutting edges Z | 5 | |
| Thread depth | 41 mm | |
| Type of product | Tap |
| Article number |
138120 1/8-28
Copy |
|
| EAN / GTIN |
4045197585585
Copy |
|
| Manufacturer number |
138120 1/8-28
Copy |
|
| Manufacturer | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |








