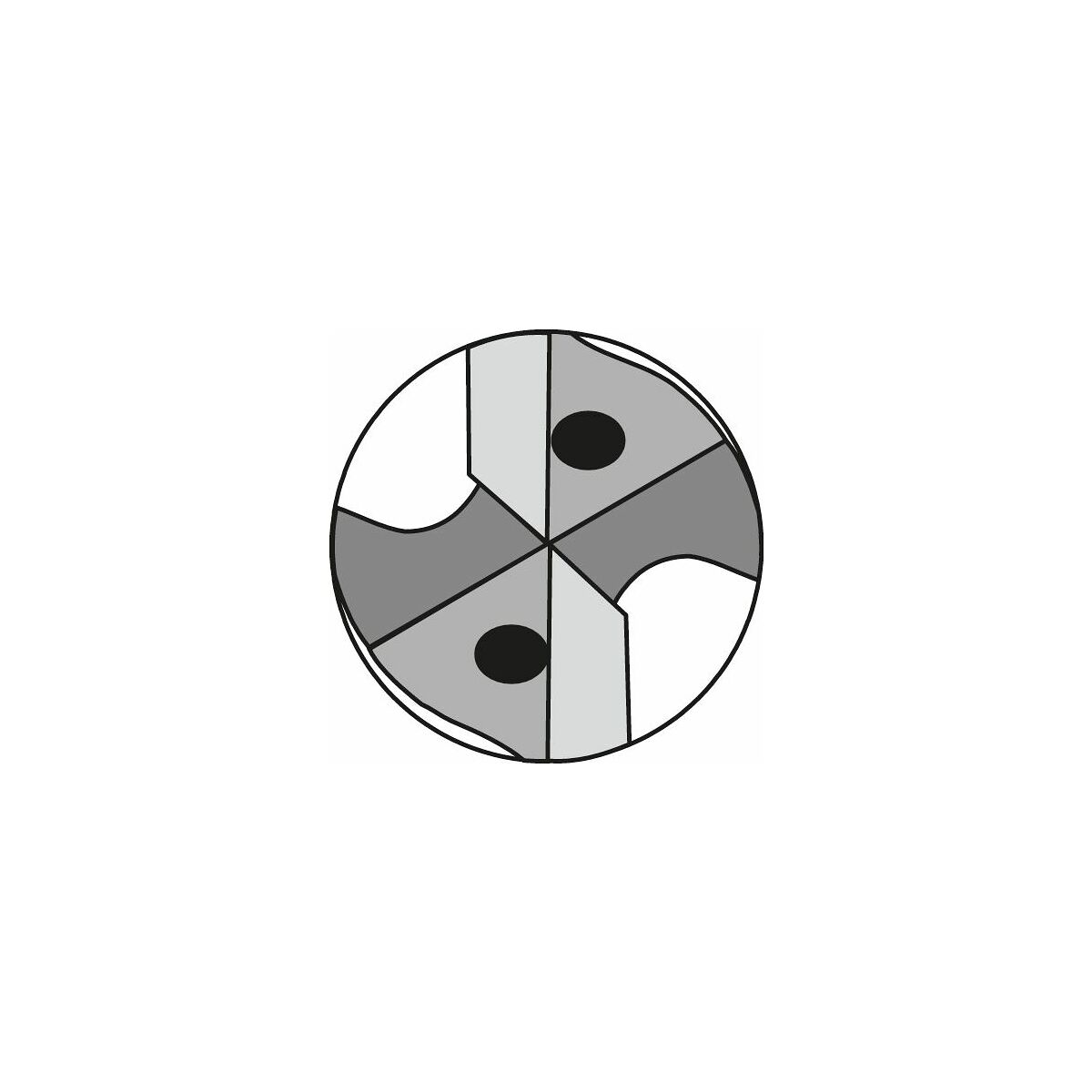
Ejecución:
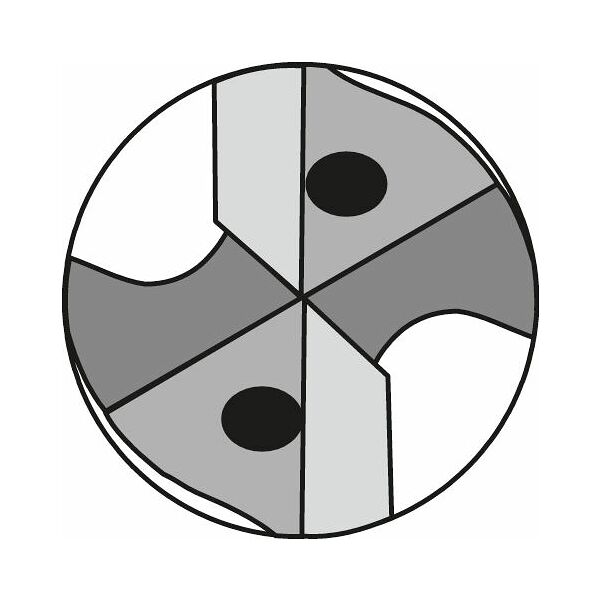
Microbroca de alto desempenho para uso universal do material com enfoque no processamento de aço. Máxima segurança processual com ferramentas do sistema global que combinam entre si com precisão e fase de guiamento alargada. Perfuração de diâmetro muito pequenos até à profundidade máxima após o furo piloto perfurado previamente. Compromisso ideal entre o diâmetro do núcleo e o tamanho do espaço entre dentes para uma evacuação ideal das aparas – mesmo para materiais de apara comprida. Taxas de remoção de metal e vida útil mais elevadas resultam num processo de perfuração eficiente, mesmo com diâmetros de perfuração mínimos e uma grande relação comprimento/diâmetro.
Nota:
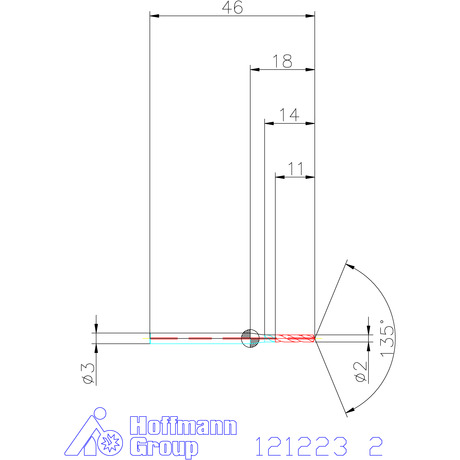
Para uma utilização com segurança processual das microbrocas a partir de 8×D, é necessário um
furo piloto de
pelo menos 4×D com a microbroca piloto
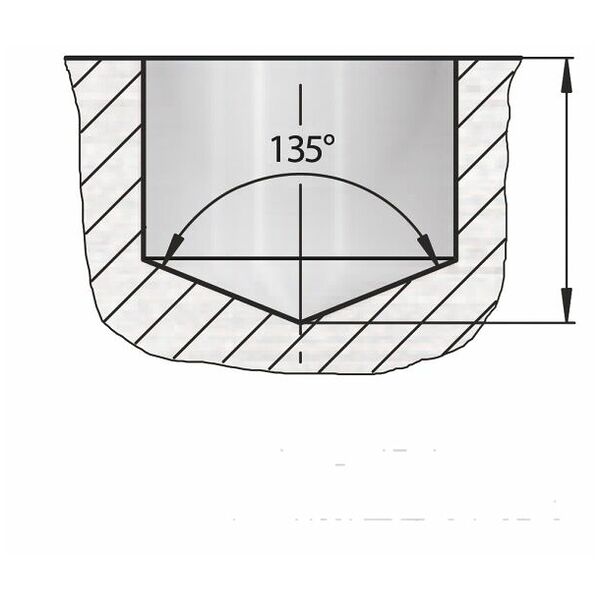
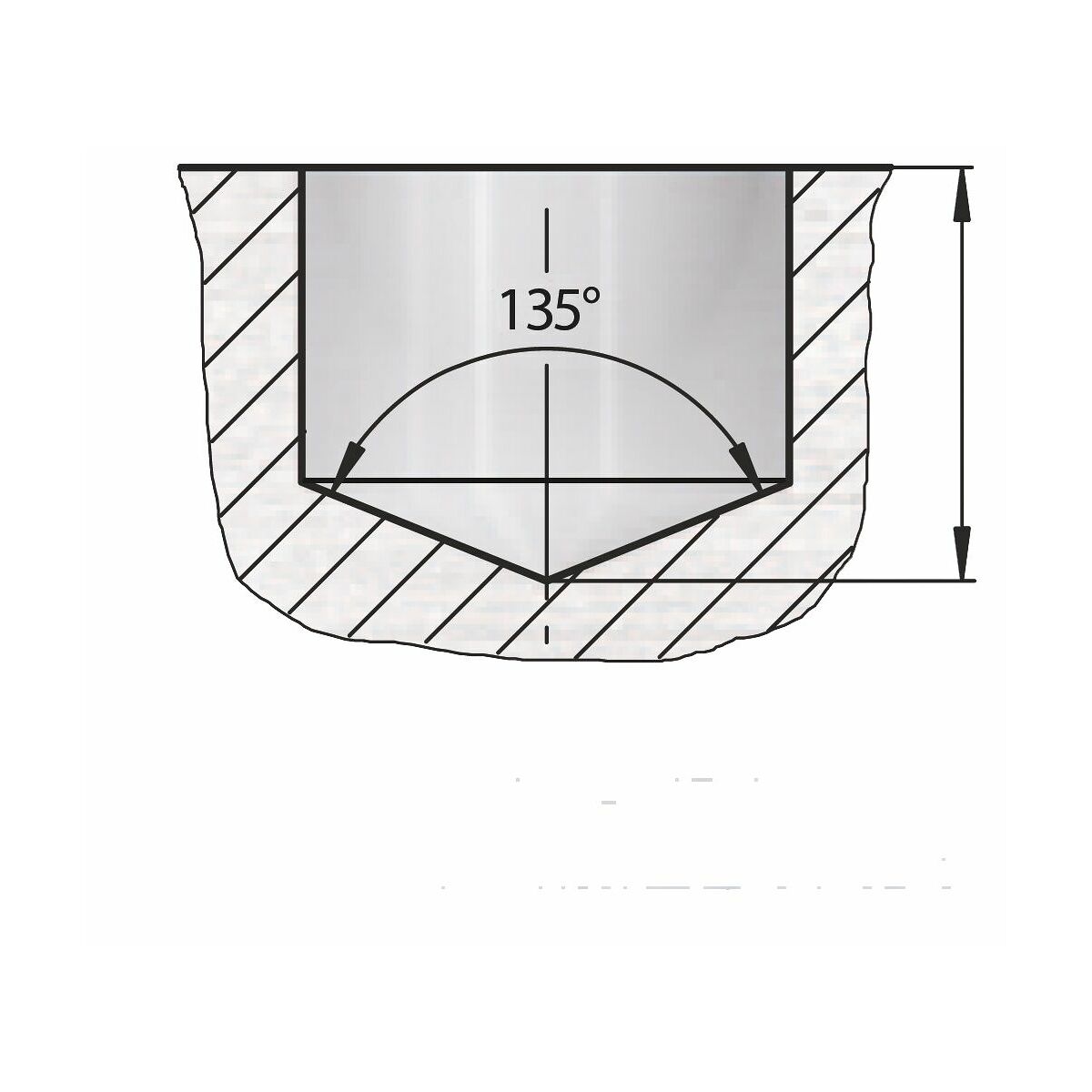
121223. Para o processamento vertical e a superfície plana da peça de trabalho, não é necessário um furo pilo a partir de D
C =⌀ 1 mm até um comprimento de 12×D. Assegurar sempre de que o
furo piloto está livre de aparas antes de utilizar a ferramenta de perfuração subsequente. Recomendamos efetuar um escareamento de 90° com uma broca de marcação NC adequada depois de concluir o furo piloto. Para aplicações críticas (p. ex., maior precisão de fabrico possível, formação mínima de rebarbas, pressão reduzida do agente refrigerante), reduzir o avanço da ferramenta antes da entrada e saída do material em 50%. Os materiais de apara comprida podem requerer uma
remoção das aparas em incrementos de 3×D ao deslocar a broca para trás à profundidade do furo piloto. Assegurar a utilização de
dispositivos de aperto de ferramentas adequados (mandril de contração, mandril de expansão hidráulico) com uma precisão de concentricidade inferior a 0,003 mm, uma
pressão do agente refrigerante suficientemente elevada (pelo menos 30 bar), bem como uma
filtragem suficientemente fina do agente refrigerante (D
C <⌀ 2 mm com filtro ≤ 0,010 mm; D
C <⌀ 3 mm com filtro ≤ 0,020 mm). A relação comprimento/diâmetro especificada corresponde à
profundidade do furo mínima alcançável com a respetiva microbroca.
Comprimento dos canais de aparas L
C = L
2 + 1,5 × D
C.