{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:


Warto zapoznać się z dłutowaniem rowków GARANT.
Najwyższa dokładność przy niskich kosztach ustawiania i kosztach narzędziowych.
Bardzo duża różnorodność: Wkładki skrawające dla rowków o szerokości 2 - 25 mm (na rynku najczęściej tylko do 14 mm). Dostępne tolerancje C11, D10, H7 i P9. Możliwe jest wykonanie rowków zgodnie z DIN 6885-1, DIN 138 i normą zakładową.
Wydajność dzięki bardzo wytrzymałym wkładkom skrawającym: większa stabilność i niezawodność procesu produkcyjnego. 6,5 - 18 mm (na rynku zwykle tylko do 6 mm). Stop stali spiekanej (70 HRC), 13% kobaltu, powłoka z TiN.

Przewaga nad konkurencją
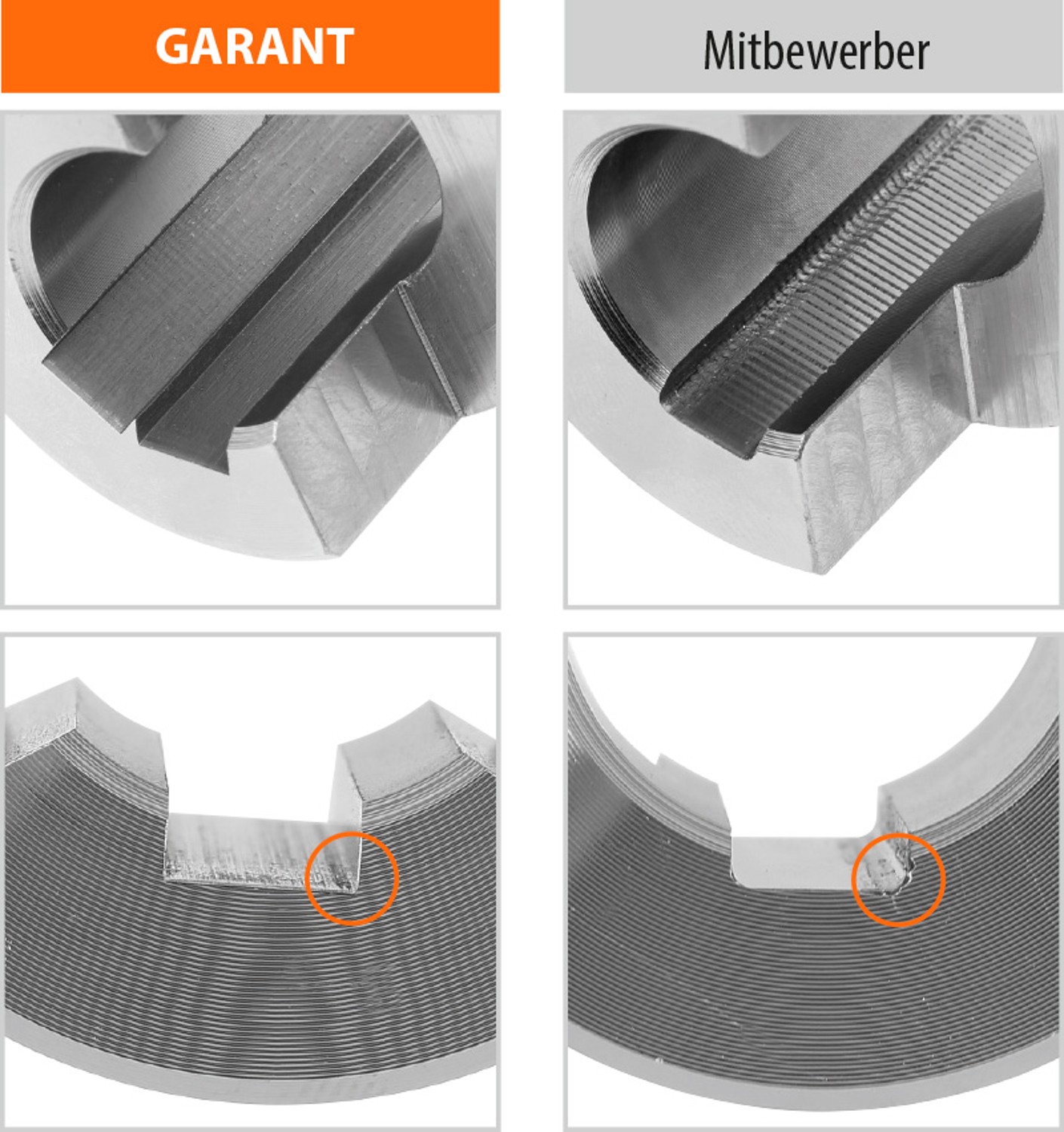
"Analiza sił skrawania”, przeprowadzona przez Forschungs- und Transferzentrum e.V. potwierdza, że przy dłutowaniu rowków GARANT przebieg sił jest równomierny. Oprócz tego powierzchnia obrabianych przedmiotów posiada wyrównaną, dobrą jakość.
Lewa kolumna - GARANT:
Gładki rowek oraz ostre krawędzie i dokładnie wykonane narożniki przy użyciu narzędzi GARANT.
Prawa kolumna - konkurent:
Wyraźne ślady drgań i niedokładnie wykonane narożniki.
Nierównomierne siły powstające przy obróbce.
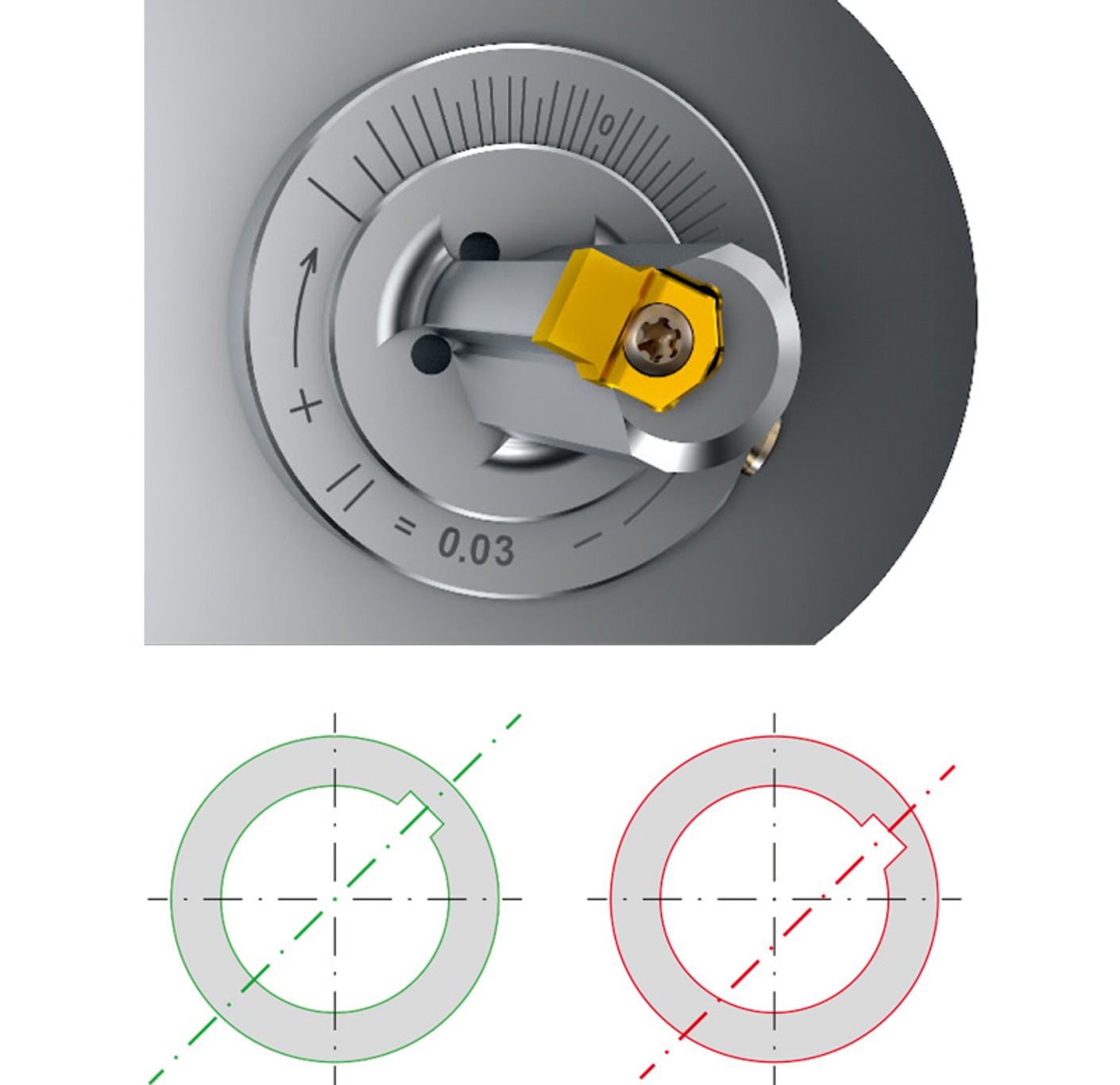
Bardzo wysoka dokładność – również bez osi Y
Wszystkie rowki mogą być wykonane przy użyciu zwykłych tokarek CNC. Wysokie wymagania w stosunku do pasowania, kształtów i szerokości rowków stwarzają konieczność zastosowania tokarki z osią Y albo specjalnej, opatentowanej tulei mimośrodowej dla uchwytu do dłutowania.
Niedokładności spowodowane łańcuchami tolerancji mogą doprowadzić do odchyłek symetrii. Korekta osi Y jest możliwa do przeprowadzenia w szybki i łatwy sposób przez obracanie tulei mimośrodowej (patrz rysunek po prawej stronie u góry).
Zalety dłutowania rowków GARANT:
Dłutowanie rowków GARANT zapewnia większą wydajność w obróbce tokarskiej. Program obejmuje stabilne wykonanie narzędzi, duży asortyment produktów, aż do oferowanych w krótkim terminie rozwiązań specjalnych.
Duży wpływ niewielkich środków. Wszystkie porady i wskazówki dotyczące dłutowania rowków i sposobu osiągania bardzo wysokiej dokładności przy niskich kosztach ustawiania i kosztach narzędziowych przedstawiono na filmie.