




















{{ name }}
Número de artículo {{ combinedCodeWithHighlight }}
Código del artículo:
EAN / GTIN:
Número del fabricante:

A menudo, la rosca se encuentra al final de un proceso de fabricación y, por lo tanto, es decisiva para la calidad de la pieza de trabajo. Las roscas defectuosas generan altos costes adicionales. La seguridad del proceso tiene prioridad absoluta, pero también deben tenerse en cuenta tiempos de ciclo cortos y procesos de producción rentables.
1. Fabricación de rosca con machos de roscar
2. Fabricación de rosca con machos de laminar
3. Fabricación de rosca con fresas de roscado
4. Fabricación de rosca con fresa de roscar en bruto

Machos de roscar es el modo más conocido para la producción de roscas interiores.
Alta productividad, costes de producción relativamente bajos y versatilidad de aplicación (en las máquinas - herramientas convencionales, instalaciones transferidas, centros de mecanizado) están en el primer plano. Los machos de roscar de HSS /HSS-E /HSS-E-PM/MDI cumplen con todos los requisitos de usuarios.
Peculiaridades de la producción de roscas
Durante el mecanizado de roscas hay un ajuste de forma entre herramienta y pieza de trabajo. Tamaño de rosca, paso de rosca y tolerancia están perfectamente definidas. Sin embargo, esto genera problemas específicos durante el mecanizado en comparación con el taladrado o el fresado:
Al seleccionar el macho de roscar, se debe elegir la forma de corte más larga posible. Un chaflán largo ejerce menos tensión sobre la herramienta y se reduce la carga del filo de corte. Este aspecto se vuelve más importante a medida que aumenta la resistencia del material.
Con estos machos (de ranuras rectas) con punta en espiral, la viruta se descarga hacia abajo en la dirección de avance y cae cuando la herramienta sale. Por eso estas herramientas no son apropiadas para el mecanizado de agujeros ciegos. A la hora de cambiar el sentido de giro (marcha atrás) la viruta acumulada no se cortará y se atascará.
Cuando se utilizan estos machos de roscar para el mecanizado de agujeros ciegos, el daño a la rosca o la rotura de la herramienta sería inevitable. Cuando se mecanizan materiales quebradizos, se utilizan machos de roscar rectos sin punta en espiral. Debido a la tendencia de los materiales quebradizos a formar viruta que se desmorona, las herramientas de este diseño se pueden utilizar para mecanizar agujeros pasantes y ciegos.

Corte inicial de 6 - 8 pasos, para agujeros pasantes cortos.

Entrada corregida de 4 - 5 pasos, universal para agujeros pasantes.

Corte inicial de 4 - 5 pasos, para agujeros pasantes y ciegos.
En general, la producción de una rosca para agujeros ciegos impone mayores exigencias a la herramienta. La viruta debe transportarse hacia arriba a través del canal de viruta. Al invertir y cortar la raíz de la viruta, actúan fuerzas de torsión elevadas sobre el macho.

Corte inicial de 4 - 5 pasos, para los agujeros ciegos con paso de rosca largo.

Corte inicial de 2 - 3 pasos, para aplicación universal.

Corte inicial de 1,5 - 2 pasos, salida de rosca más corta para las mayores profundidades de rosca.
Para una elección fácil y rápida nuestros machos de roscar se dividen en 4 categorías:

Durante el laminado de roscas, las roscas se crean mediante conformado en frío, sin formación y evacuación de viruta. Esta ventaja significa que el macho de laminado se puede utilizar de forma fiable para agujeros ciegos y pasantes, incluso con relaciones L×D críticas de más de 4×D de profundidad de rosca.
Fases de carga en el proceso de laminado de roscas
La carga de torsión en la herramienta es hasta un 30 % mayor cuando se forma rosca en comparación con el roscado con macho. Dado que el macho de laminado de roscas no requiere canales de viruta para la evacuación de viruta, el diámetro del núcleo de la herramienta se puede diseñar para que sea más estable. Como resultado, un macho de laminado de roscas se puede usar de manera fiable incluso con los requisitos más altos.
Los siguientes factores afectan enormemente al desarrollo del par:
Para mantener las fuerzas de torsión lo más bajas posible, se debe seleccionar el diámetro óptimo del orificio del núcleo y un medio lubricante de alta calidad.
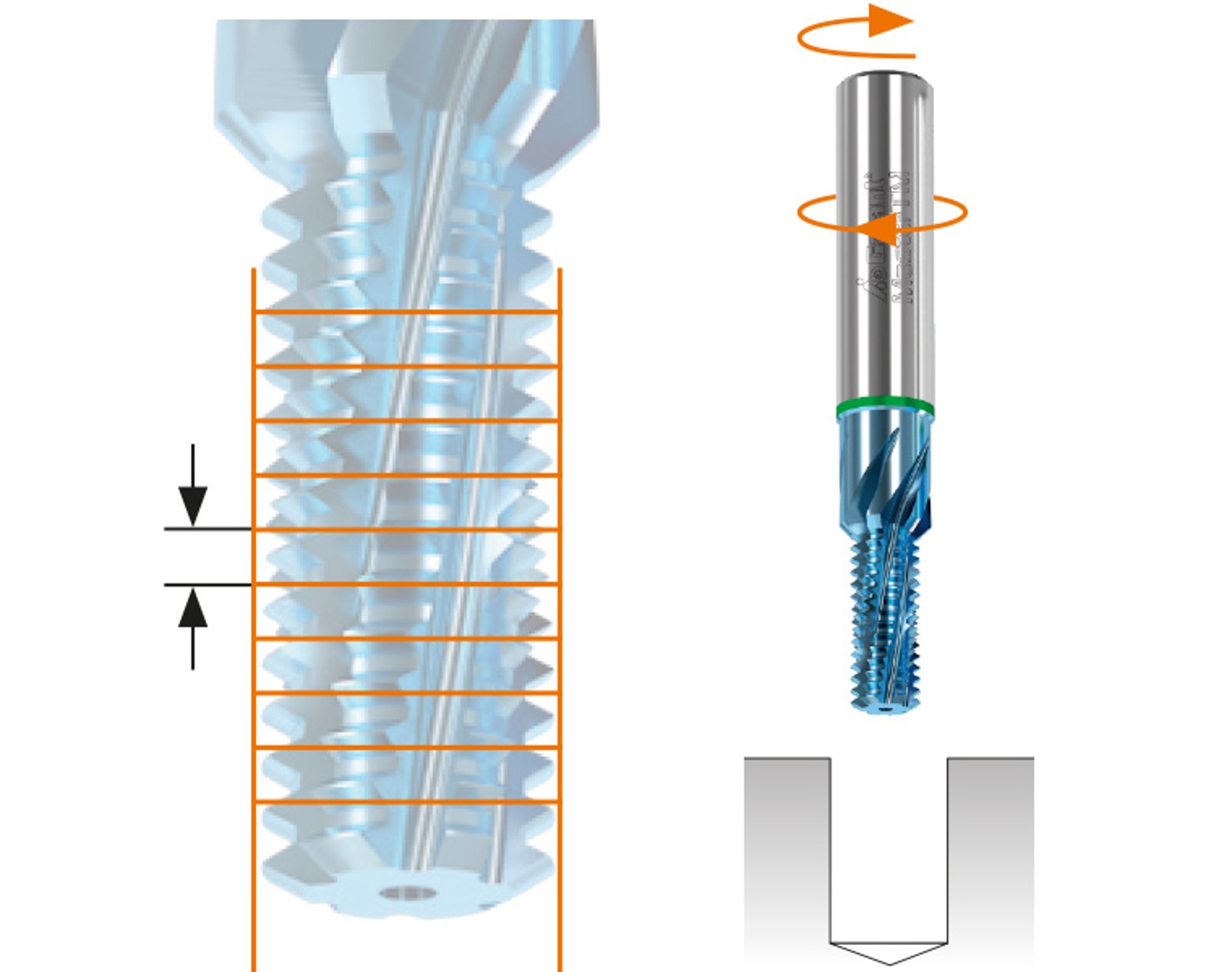
Un requisito previo para el uso de una fresa de roscar es un control CNC 3D. Después de la penetración a la profundidad de trabajo, la herramienta se sumerge radialmente en la pieza de trabajo en un movimiento en espiral para reducir la carga. La rosca ahora se produce en un movimiento de 360° girando la fresa de roscar y moviendo simultáneamente los tres ejes principales del centro de mecanizado.
Las fresas de roscar ofrecen una amplia gama de posibles aplicaciones:
Optimización de utilización de fresas de roscar
Con una fresa de roscar, normalmente se produce la rosca completa en un movimiento de 360°. Para requisitos especiales, una distribución de fuerza de corte puede ser útil. Cambiar la dirección de marcha también puede optimizar el resultado del trabajo.
Programación de pieza de trabajo:
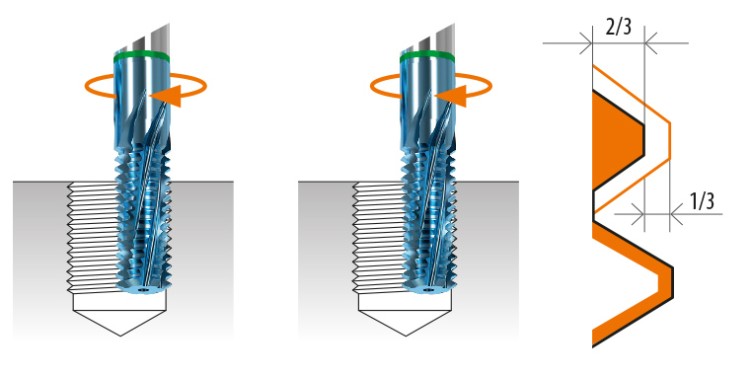
Primero se forman aproximadamente 2/3 de la rosca y luego finalmente se forma en un segundo paso.

Aquí, primero se produce una parte de la rosca y luego se mecaniza toda la profundidad de la rosca.
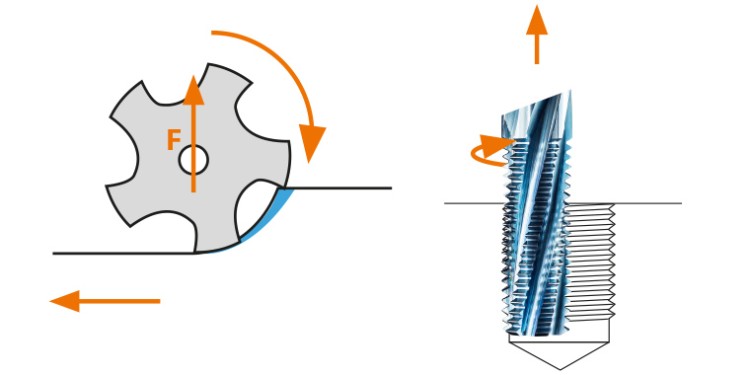
Fuerza radial F funciona hacia el centro. Bajo espesor de viruta en la salida del filo

Fuerza radial F funciona hacia la pieza del trabajo. Mayor espesor de viruta en la salida del filo.
Fresa de roscado en bruto:
Al mecanizar con la fresa de roscado en bruto hay de tener en cuenta que puede haber ciertas desviaciones de la estrategia de mecanizado que se difieren de las fresas de roscado estándar.
División de fuerza de corte:
Con la fresa de roscar en bruto, la rosca se acaba a medida en un solo ciclo de mecanizado hasta la profundidad de la rosca. No es necesaria una distribución de las fuerzas de corte, ya que las fuerzas radiales que se producen permanecen constantes, incluso con diferentes profundidades de rosca.
Dirección de herramienta:
Usando el radio de programación especificado (valor RPRG), que se graba con láser en el vástago, el usuario puede crear inmediatamente un orificio roscado de calibre real con la primera rosca.
Estrategia:
La fresa de roscado en bruto se presenta en la ejecución con corte a la izquierda. Por esta razón las roscas a la derecha se mecanizan en el sentido de avance, las roscas a la izquierda contra el sentido de avance. La refrigeración con el aire comprimido proporciona altísima durabilidad en los materiales templados de hasta 63 HRC. El avellanado de protección de roscas se puede crear antes o después del proceso de fresado de roscas.
Mecanizado con fresas de roscar:
La geometría del filo frontal genera el diámetro del núcleo de la rosca. El filo frontal está diseñado de tal manera, que, al alcanzar el centro de la tolerancia de la rosca, el diámetro del agujero para roscar se sitúa dentro de la tolerancia del agujero a roscar. Esto asegura que el agujero para roscar y la rosca cumplen con la precisión de calibre. El primer filo de la fresa de roscar en bruto sirve para el corte previo del perfil de la rosca. En el proceso de fresado de roscas, realiza el trabajo de mecanizado principal. El segundo filo proporciona el trabajo de ranurado. El trabajo de mecanizado del tercer filo es escaso y se utiliza más para limpiar la rosca.

Al igual que con la fresa de roscar, el requisito previo para usar una fresa de roscar en bruto es un control CNC 3D. A diferencia del fresado de roscas, la fresa de roscar circular se sumerge en el material con un movimiento helicoidal sin un agujero central. El taladrado, el fresado de roscas y el biselado son posibles con una sola operación.
Fresas de roscar en bruto como el solucionador de problemas para la multitud de aplicaciones:
La fresa de roscado en bruto es el sinónimo de alta fiabilidad del proceso, sobre todo para las tareas de mecanizado posterior en las geometrías complejas. Es perfectamente apropiada para producir roscas en las superficies no planas o oblicuas.
Es imposible que la fresa de roscar en bruto se desvíe debido a las entradas y salidas de rosca oblicuas. También es adecuado para condiciones de sujeción inestables. Esta herramienta ofrece una fiabilidad del proceso superior que incluye materiales difícilmente mecanizables hasta 63 HRC.