



{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
In the last post, we took a closer look at possible optimisation levers in the manufacturing process and outlined the opportunities offered by digitalisation. We now want to pick up where we left off and illustrate the potential for improved resource utilisation taking our digital solution Connected Manufacturing as an example.
When it comes to optimisation measures in the manufacturing process, the term ‘machine runtime’ is generally used. But we need to take a closer look at this term, because there is a distinction to be made between machine runtime and spindle runtime.
Time during which the machine is actually manufacturing a part. The machine is not only switched on, but is working productively and producing swarf.
You make money during the spindle runtime
Total time a machine is switched on, regardless of whether it is productive or idle.
In the machine time, unnecessary or reducible costs are incurred during tool life.
This makes the spindle runtime, rather than the runtime, the most important parameter for optimising the profitability of a business. It is no coincidence that the spindle is commonly called the heart of the machine tool. The spindle hour is the KPI (Key Performance Indicator) for machining. In business administration, this term is generally used to describe key figures that refer to the success, performance or utilisation of the business, its individual organisational units or a machine.* This makes the spindle hour a yardstick for measuring economic efficiency. The 2022 figures from German industry evaluation initiative Marktspiegel Werkzeugbau illustrate this clearly:

To generate one hour of spindle runtime, according to Marktspiegel Werkzeugbau, 1.3 hours of personnel are required as an industry average among MW member companies. The share attributable to operators is as high as 75%. This means that only 25% of the work in the industry is done without human intervention. In the MW industry average, this makes personnel costs a very important factor.
Within the evaluation, the data from the MW industry average was compared with that of the five best companies. Here, the degree of automation was around 58% higher. Digitalisation and automation must therefore be a key element of economic efficiency, and one that companies should keep a closer eye on**.
Connected Manufacturing offers a simple and flexible solution for the digitalisation of manufacturing. The goal is to make ideal use of existing resources, and especially the processing machines and their peripheral equipment. By using this digital solution, the aim is to achieve a longer spindle runtime in relation to the total machine runtime.
On average across the industry, only a maximum of 45% of a machine’s available production time is actually used productively. From the perspective of the companies, the most important lever for sustainable and energy-efficient operation is to correspondingly increase active use of the machine. Ideally prepared operations that avoid unnecessary search and change-over times can often significantly increase this figure with little effort. Find out more here
How can Connected Manufacturing help you better utilise resources? We summarise the key issues here

With conventional working methods, CAM programmers are usually not clear about which tools are available on the shop floor. This often results in search times because machine operators or tool pre-setters then have to search for, assemble or order the tools used by CAM programmers. Unfortunately, this often happens with such little lead time that the machine can come to a standstill. Connected Manufacturing provides transparency as to which tools are in stock and available at the same time.
Sustainability also plays a key role in relation to company knowledge that has already been acquired. Whereas in the past employees often stored know-how about certain work processes, tips and solutions for company-specific tasks in their heads, today this knowledge must be made available centrally in the interests of sustainable development. This way, people aren’t dependent on individual know-how and don’t have to reinvent the wheel if there is a change in their area of responsibility, for example.

With Connected Manufacturing, measurement values always remain up-to-date and changed values are continuously synchronised. This eliminates the need for keying in data. With conventional working methods, a tool is measured umpteen times in its life cycle. With Connected Manufacturing, no further measurements are required after the initial one. Thanks to the operational reliability of tool parameters that have already been run, documented and thus confirmed, run-in parts can be avoided.
Keying errors that could possibly cause expensive machine damage, broken workpieces, tools, fixtures or clamping devices are prevented. Prolonged downtimes as a result of troubleshooting are avoided.
Modern machines require a number of parameters for a tool. For example: Does the tool have through-coolant? Is the tool oversized or overweight? Or what type of tool is it? If just one parameter is overlooked, with automated machines this is a common reason why the system won’t run through the entire night or weekend. Connected Manufacturing also transmits this information automatically.

With conventional working methods, monitoring tool life is very time-consuming and almost impossible to implement. Connected Manufacturing provides a complete overview of the tool life of all the tools in the workshop. Especially with automated machines, there are often what are known as ‘ghost shifts’ where the machines come to a standstill because tool lives have been reached or exceeded. With Connected Manufacturing, an active check can be made before the end of the shift to see which tools are close to the end of their life. This significantly reduces downtimes.
Resources are conserved by optimising tool utilisation. Since it is usually not possible to monitor tool life when working with small batch sizes, a high material mix or universal tools, tools are often replaced as a preventive measure before they reach their limit of wear. A tool that is still performing well may be disposed of too early. Connected Manufacturing provides an actual view of the work performed by the tools and thus enables further machining to be carried out without compromising process reliability. Procurement is demand-driven and follows the old machinist’s principle: “As much as necessary, as little as possible!”

For a machining process to run reliably, many parameters must be right. You need all of the following at the same time: a correct NC program, tools, clamping devices, drawing, clamping plan, or photo of the clamping, a description of where the zero point must be, a measurement report and additional information. If only one of these components is missing, a machine standstill cannot be avoided. Connected Manufacturing offers a platform that makes all this data available centrally.
Process documentation with just one click: tools, clamping instructions and assembly instructions can be created in seconds with a tablet or smartphone and attached directly to the relevant element.
Tool lists are generated automatically from the NC programs.
NC programmes are automatically ‘drawn’ from the machines. This ensures that the latest version of a programme is always attached to the relevant component.
There is no more searching in the depths of folder structures to find the right files.
Let's take a look at the effect of Connected Manufacturing in a concrete example and see how this form of automation affects spindle runtime. The data was collected by the Hoffmann Group in cooperation with the toolmaking department of Mühlhoff Umformechnik GmbH. This well-established company manufactures components for the automotive sector and digitalised its order processing, data management and tool administration in 2020 with the Connected Manufacturing digital solution from the Hoffmann Group. We were able to see how the changeover affected profitability.
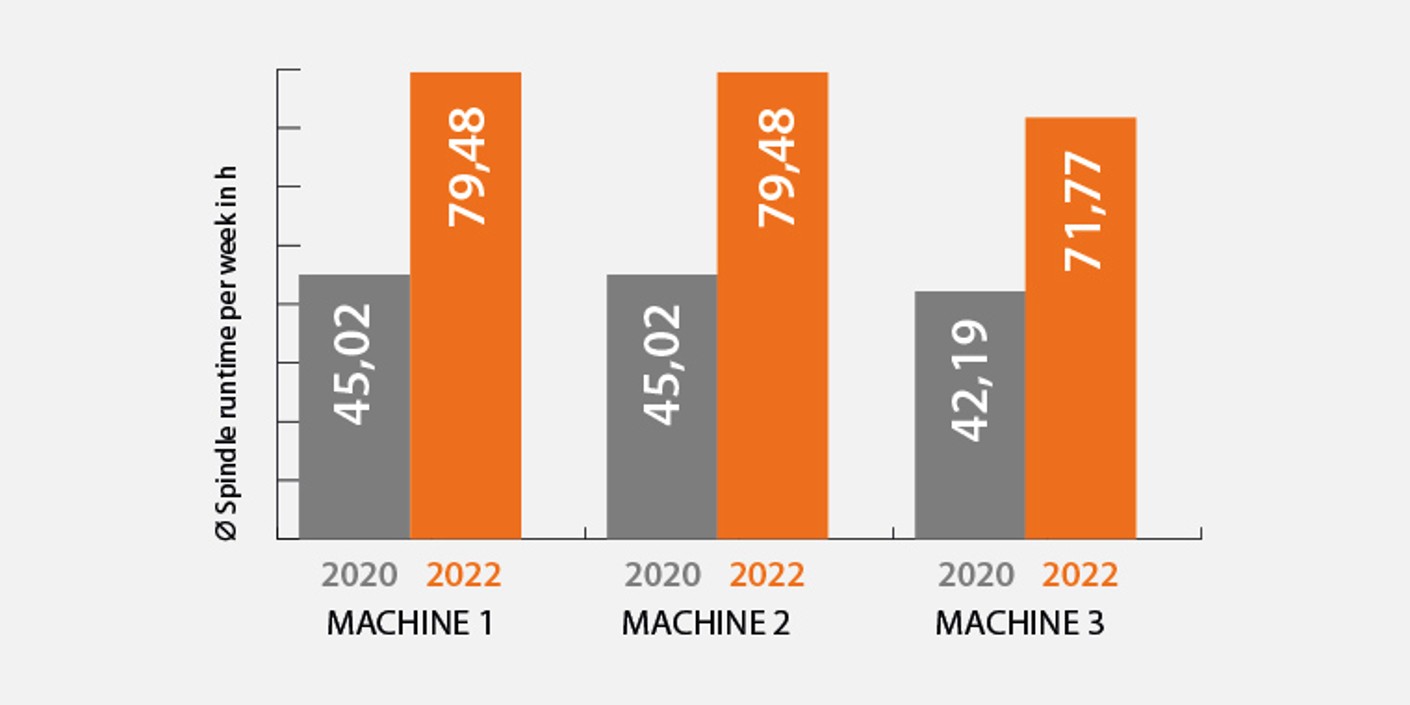
In the Mühlhoff example, a comparison was made of how the degree of digitalisation and automation affects the spindle runtime. In the first run, a changeover to manual data management with Connected Manufacturing and programming on the machine already showed a significant increase in spindle runtime of 45 percentage points.
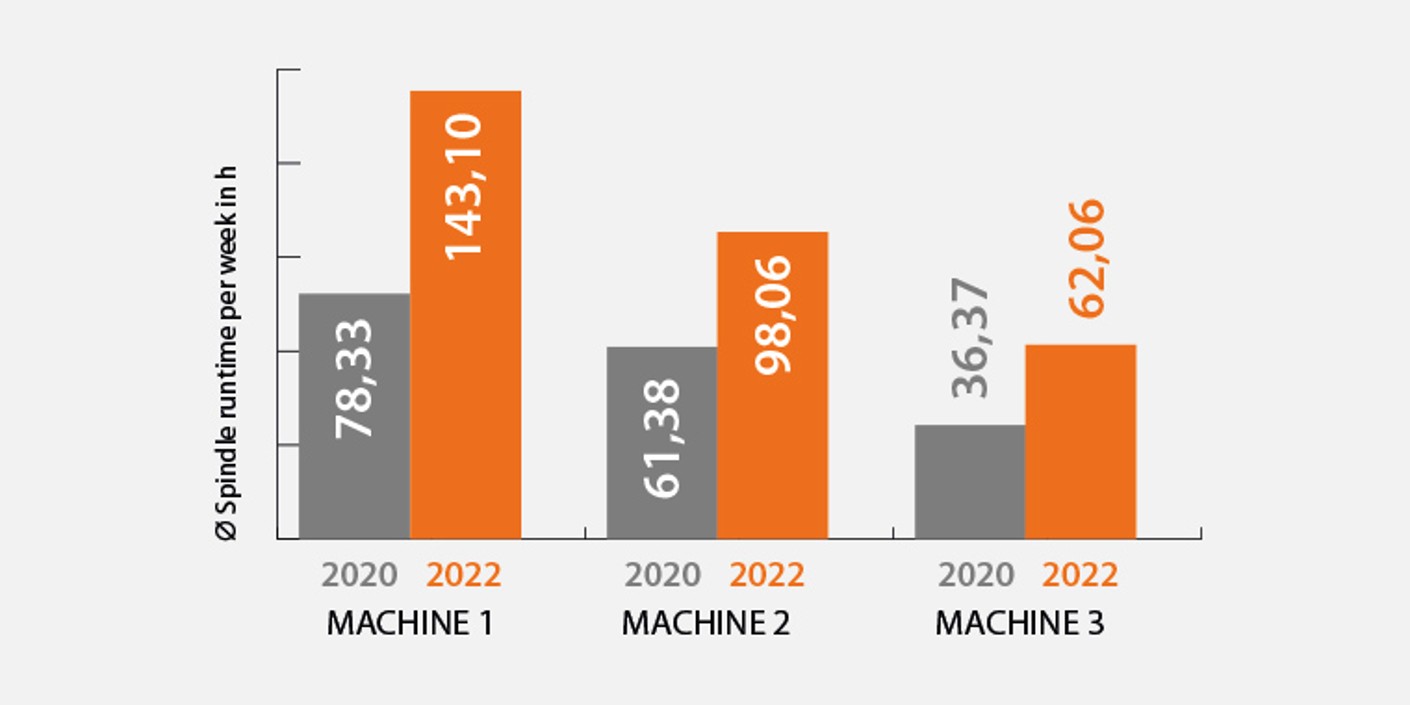
When the level of digitalisation was further increased through data management with Connected Manufacturing, programming solutions using CAM and automated machines as well as the approach method, the spindle runtime was increased by as much as 75 percentage points.
One employee generated 1.7 machine hours per hour worked. In summary, a 33% increase in the utilisation of spindle runtime was achieved across all machines used. The theoretical runtime of the foils refers to the employee hours worked per week.
Of course, this is an example. The setting must always be considered on an individual basis. The increase in runtime that is feasible in each individual case always depends on your initial situation. Nevertheless, the figures recorded confirm that there is great potential in digitalisation and show that productivity is significantly increased. The Hoffmann Group team would be happy to advise you on your individual needs.
* https://wirtschaftslexikon.gabler.de/definition/key-performance-indicator-kpi-52670
** Marktspiegel Werkzeugbau: Figures for the month of April 2022 • Pergler Media