




{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
| Gewindegröße | Rc1/8-28 | |
| Beschichtung | unbeschichtet | |
| Gewindeart | Rc | |
| Flankenwinkel | 55 Grad | |
| Schneidstoff | HSS E | |
| Norm | DIN 2181 | |
| Gewinde-Norm | DIN EN 10226-2 | |
| Anschnittform | C | |
| Kegelverhältnis | 1:16 | |
| Schaft | Zylinderschaft mit h9 | |
| Innenkühlung | nein | |
| Verwendung bei Bohrungsart | Grundloch; Durchgangsloch | |
| Schneidrichtung | rechts | |
| Gewindesteigung | 0,907 mm | |
| Gänge pro Zoll | 28 | |
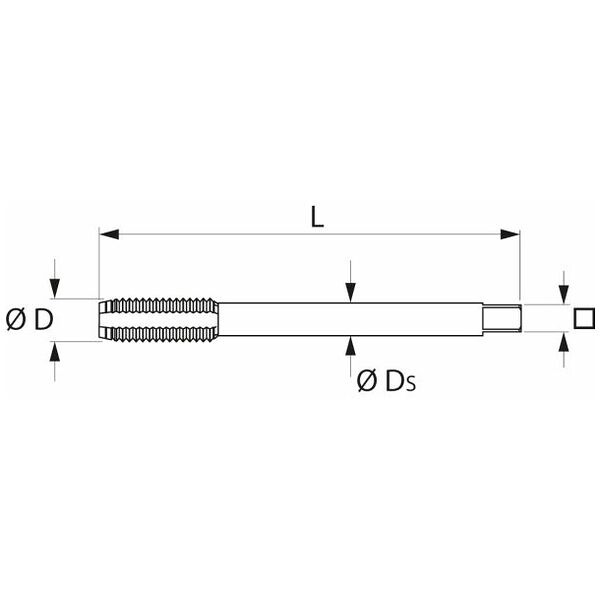
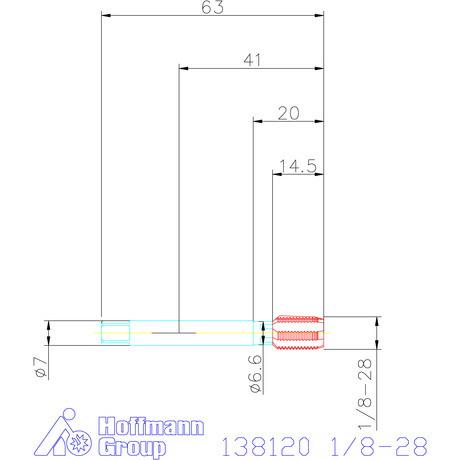
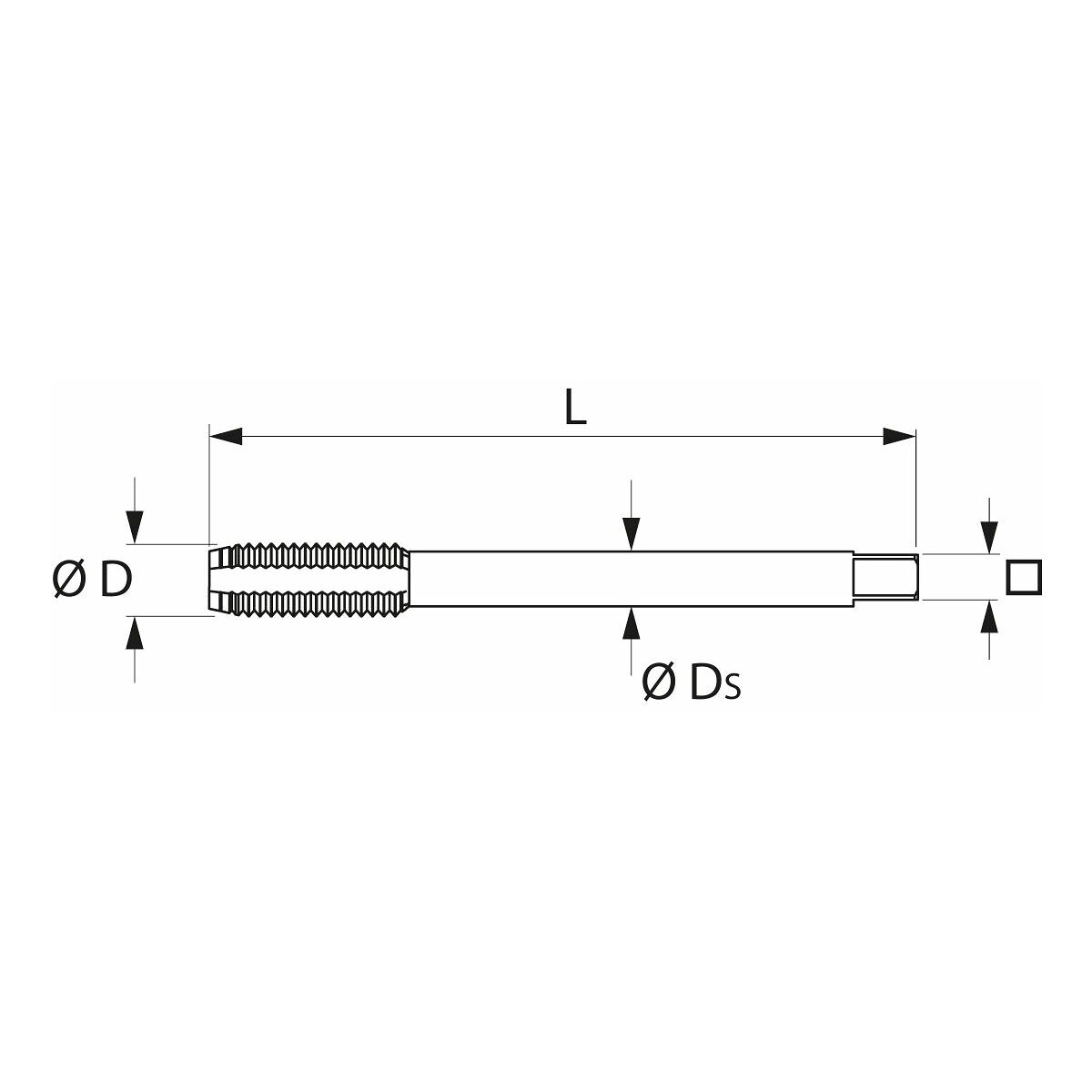
| Gesamtlänge L | 63 mm | |
| Schaft-⌀ Ds | 7 mm | |
| Schaft-Vierkant □ | 5,5 mm | |
| Kernloch-⌀ A | 8,15 mm | |
| Kernloch-⌀ B | 8,1 mm | |
| Prüfmaß-⌀ Dmax JS11 | 8,57 mm | |
| Kernloch-Mindesttiefe | 11,1 mm | |
| Gewinde-⌀ | 9,72 mm | |
| Art des Gewindewerkzeuges | Maschinengewindebohrer für die konventionelle Bearbeitung | |
| Anzahl Spannuten | 5 | |
| Farbring | ohne | |
| Anzahl Schneiden Z | 5 | |
| Gewindetiefe | 41 mm | |
| Produktart | Gewindebohrer |
| Artikelnummer |
138120 1/8-28
Kopieren |
|
| EAN / GTIN |
4045197585585
Kopieren |
|
| Herstellernummer |
138120 1/8-28
Kopieren |
|
| Hersteller/verantwortliche Person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |








